Hvordan lage et rør av tinn - gjør det selv tinnrør
Hjemmebyggere prøver å finne de mest budsjettmessige alternativene for å løse problemer. Derfor er spørsmålet om hvordan du lager et rør av tinn med egne hender relevant for mange amatørhåndverkere. Tross alt kan et hjemmelaget rørformet produkt laget av tinn være ganske sammenlignbart med takrenner eller foringsrør som ligger i hyllene i spesialforretninger.

Derfor må du lære mer om prosessen med å lage et tinnrør, som har egenskaper som fabrikkprodukter.


Funksjoner av kildematerialet
Før du begynner å lage et rør av et metallplate, bør du bli kjent med materialet som røret skal lages av og dets funksjoner. Til å begynne med er det verdt å si at dette er produkter av valsetypen, med andre ord, tinn er et stålplate som har passert gjennom valsene til et valsverk og har en tykkelse på 0,1-0,7 mm.
I tillegg til valsingsoperasjoner, innebærer produksjonen av blikkplater behandling av ferdige valsede produkter fra dannelsen av etsende prosesser. For å gjøre dette, påføres et lag med materiale på stålet etter rulling, som ikke er utsatt for korrosjon.

Resultatet av de utførte handlingene er en stålplate, hvis bredde kan variere fra 512 til 1000 mm, med krom- eller sinkbelegg. Det ferdige produktet er plast, slik at tinn lett kan håndteres. I dette tilfellet kan de valsede avstivningene sammenlignes i styrke med stålprodukter. Dette tillater bruk av metallplater til fremstilling av produkter med kompleks design.
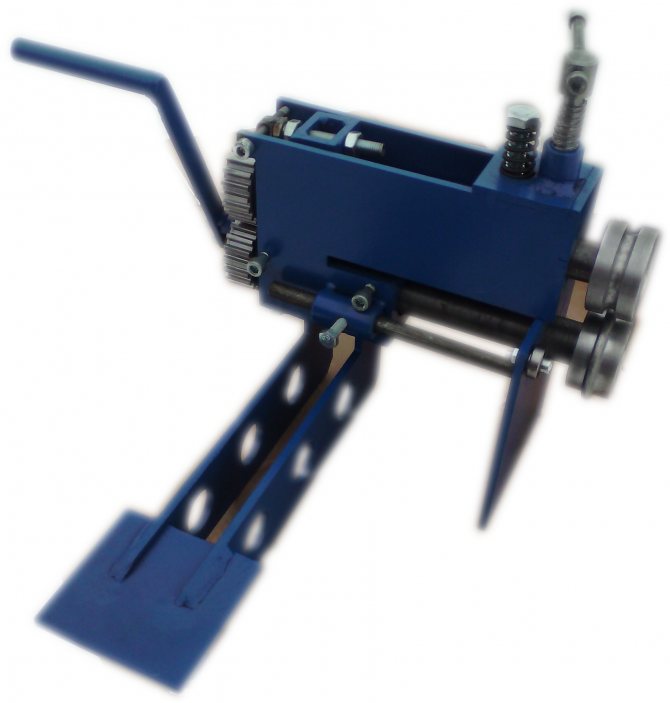
Gutter Making Machine | PKP STANBOX
Vi produserer et komplett sett for produksjon av dreneringsrør av galvanisert stål. Også på disse maskinene kan du lage albuer, trakter og andre elementer i avløpssystemet fra galvanisert. I tillegg brukes et sett med maskiner til produksjon av skorsteiner, ventilasjonselementer, hylser av isolerende skall av varmestrøm.
Kort beskrivelse av arbeidet:
- På foldebøyeren bøyer vi den liggende folden
- Ved hjelp av rullene ruller vi opp sylinderen til det fremtidige røret
- Vi snapper inn den tidligere oppnådde bretten, og sømmaskinen ruller den opp til tilstanden til en forseglet søm
- En flammende maskin lar deg rulle avstivere, smalere (bølgepapp) og lage rygger for montering av trakter og et kne
Sammenleggbar maskin

Massive hengsler og en kraftig bøyestråle gjør det mulig å produsere en jevn og presis bøyning av rabatten, som kvaliteten på sømmen på nedrøret avhenger av. Alle foldbare bøyere er laget av 09g2s stål, noe som reduserer slitasjen betydelig. Maskinen brukes også til å bøye rennene i takrenna, så vel som andre festeelementer ved fremstilling av dreneringselementer.
Manuelle ruller

En maskin for rulling av rør og andre takrenneelementer med en utligger øvre aksel trukket til siden for enkel fjerning av det rullede røret. Valser i denne serien har mekanikken til rask bevegelse av akslene, noe som øker arbeidshastigheten på maskinen, og kontrollene på den ene siden av maskinen forenkler arbeidet og øker dermed produktiviteten.
Sammenleggbar utkraging

Sediment gir rask arbeid, siden klemmen utføres med en bevegelse av spaken - den eksentriske. Den spesielle utformingen av den øvre kofferten garanterer tilstrekkelig trykk på metallet og full tetthet av den opprørende sømmen. I tillegg kan sømsøm brukes til å sømme kanten av arket bøyd 180 grader (forsterket kant).
Manuell foldemaskin
Manuell perling med et komplett sett med ruller (flens, avstivning av ribbe og bølgepapp) for å utføre perleoperasjoner på alle elementene i avløpssystemet Du kan også bestille ruller for kutting av metall og bruke en sikmaskin som en skjæreplate - sirkulær kutter.
På alle våre maskiner er roterende friksjonsutsatte enheter (akselhylser, ruller, bevegelige eksentrikere osv.) Laget på lagre, noe som eliminerer behovet for permanent smøring, eliminerer tilbakeslag og garanterer enkel rotasjon gjennom maskinens levetid.
Du kan også bestille maskiner utstyrt med e-post. mekanisk stasjon.
Vanligvis er maskinene alltid tilgjengelige, sendt fra verkstedet. Ta kontakt, vi viser deg de forskjellige alternativene for et komplett sett.
valci.ru
Nødvendige verktøy
Listen over verktøy og innretninger som er nødvendige for å lage galvaniserte skorsteinsrør med egne hender skyldes egenskapene til tinn, spesielt mykhet og plastisitet. Behandling av denne typen materiale krever ikke spesiell innsats som er nødvendig for å arbeide med arkmaterialer.
Derfor, i produksjonen av tinnrør for en skorstein, kreves følgende sett med verktøy:
- Saks for kutting av metall. Dette verktøyet hjelper deg med å enkelt kutte arkmaterialet i de ønskede delene, siden den største arktykkelsen når 0,7 mm.
- Hammer med mykt hode. Du kan også bruke trehammer, hammer eller stålverktøy med mykt gummigrep. Det sistnevnte alternativet brukes imidlertid veldig forsiktig eller ikke tatt i det hele tatt, siden det kan forårsake deformasjon av et tynt ark tinn og ødelegge hele arbeidet.
- Tang. Ved hjelp av dette verktøyet løser de spørsmålet om hvordan man bøyer et rør laget av tinn, fordi det er stål, selv om det er tynt, er det derfor umulig å bøye det med hendene.
- Arbeidsbenk. Denne enheten er nødvendig når du skjærer materiale og bruker markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mer enn 10 centimeter, samt et hjørne med kanter på 7,5 centimeter. Disse elementene må være godt festet, siden niting av rumpeskjøten vil bli utført på overflaten.
I tillegg til disse verktøyene, bør du forberede en linjal eller målebånd og en markør, som er en stålstang med en skarp kant.
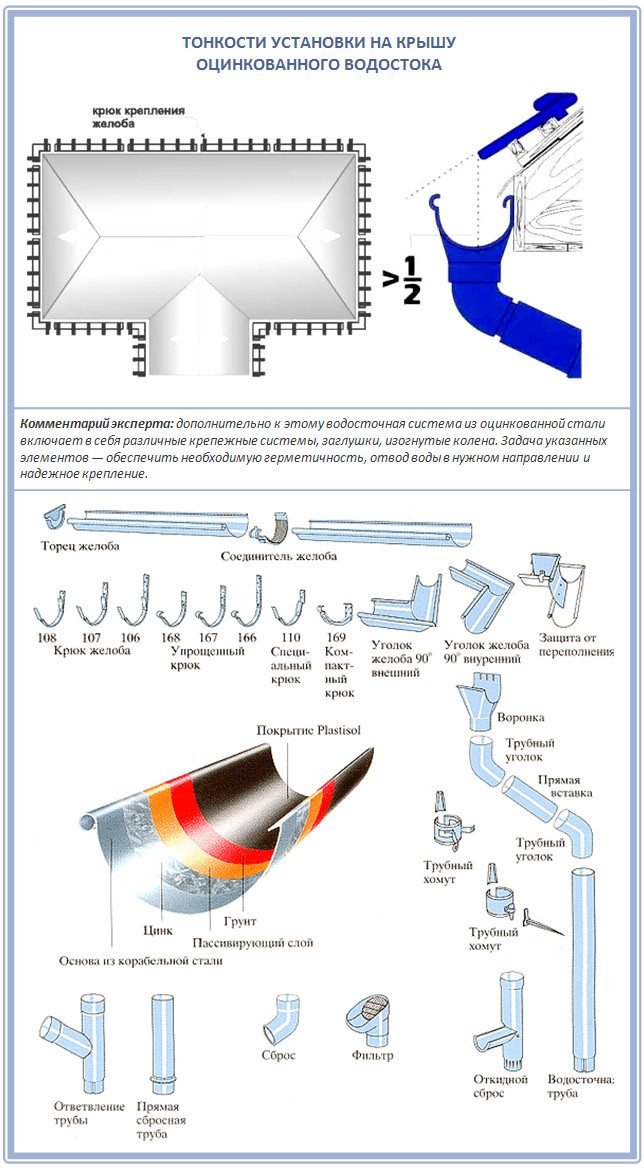
Fase III. Vi forbereder dreneringselementer
Så la oss finne ut om du bestemmer deg for å kjøpe et galvanisert ark og bygge et avløp for huset ditt selv. Det er ikke vanskelig å jobbe med galvanisert stål, fordi det beskyttende laget er tilstrekkelig motstandsdyktig mot slitasje og skader, slik at slike deler lett kan bøyes og til og med utsettes for støt. Det viktigste er å unngå dype riper under arbeidet, det er alt.
Den enkleste måten å kutte industrielle galvaniserte takrenner på er med en fintannet fil - en baufil eller en spesiell metallsag. Og for å lage små hull, bruk spesielle sakser av metall. Men her er det ett poeng: For galvaniserte takrenner kan du ikke bruke en vinkelsliper som en kvern, fordi det varmer opp stålet og ødelegger det galvaniserte belegget.
Blankene må lages på forhånd - dette er maler for alle renneelementer. For eksempel for en trakt er dette et segment av en ring, og for et rør er det et rektangel. Videre kan du enkelt takle alt dette alene, og industrielle eller hjemmelagde maskiner vil bare gjøre prosessen litt enklere for deg. I dag kan du kjøpe et ganske variert bøyeutstyr for denne virksomheten, for eksempel rulleplaterbøyere eller en bøyemaskin, eller til og med rullende bjelker:
Dette er elementene du må lage:
Eller til og med begrense deg til et så genialt enkelt alternativ som har rett til liv for et lite landsted eller hagebygning:

Og for å lage et dreneringssystem av høy kvalitet av dette materialet trenger du ikke så mye:
- galvaniserte jernplater, ca. 0,7 mm tykke;
- vanlig saks for metall;
- hammer, hammer og tang.
Lag alle lukkede galvaniserte renneprodukter med skjøtesøm. Dette er en lås som brettene er koblet til, og den er tilstrekkelig tett. Den enkleste måten for deg å gjøre det på vil være å lage en enkelt brett med en enkel layout i kantene og med to bretter. Hvis du vil lage noe mer komplisert, så rett foldene i motsatt retning. For nedløpsrør er en søm med en sømbredde på 4 til 10 mm tilstrekkelig, så ikke kompliser hele prosessen. Forresten, nesten alle galvaniserte takrenner er koblet sammen med den brettede metoden. Derfor kan du trygt lage hjørner og tepper av hvilken som helst helling, vinkel og konfigurasjon.
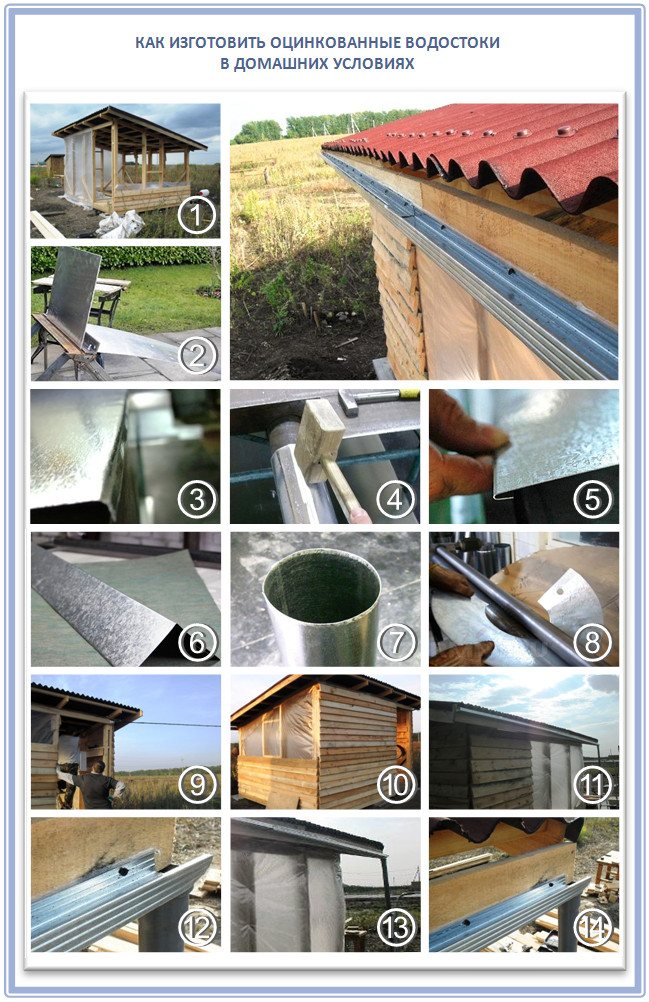
Her er en av de mest populære metodene for å lage galvaniserte renneelementer:
- Trinn 1. Vurder selve det galvaniserte arket: det må være jevnt, med en jevn overflate og bearbeidede kanter. Og når du begynner å lage prosjektet for det fremtidige avløpssystemet, skisserer du alle elementene du trenger separat. Deretter legger du det galvaniserte arket på en hard overflate og tegner et mønster av den fremtidige delen med en skarp gjenstand.
- Trinn 2. Hvis du jobber med å lage et rør, bør bredden på mønsteret være lik den fremtidige diameteren på produktet pluss 12 centimeter på hver side for sømmen. Øk også avløpslengden med et par centimeter. Nå, med metall saks, kutt ut arbeidsstykket, skiss ut folden på bretten og bøy kantene med en hammer. For dette vil bare en halv centimeter være nok.
- Trinn 3. Å gi arbeidsstykket formen på en nedløpsrør vil være enkelt: bare vikle det rundt et objekt med ønsket form, for eksempel et plastrør.
- Trinn 4. Nå rister du takrennene og rørene med en metall baufil. Alle grader bør rengjøres grundig med en enkel fil, ellers forstyrrer de tetningen av dreneringsfuger.
- Trinn 5. Bare pakk kantene på stripene på et stålhjørne, rull deretter arket og fest det hele med en hammer.
- Trinn 6. Nå lager du en L-formet brett og hekter foten i låsen. Fest denne kanten ved å banke kantene med en hammer. Bare følg alle forholdsregler for ikke å bli skadet eller kuttet av tinnets skarpe kanter.
Her er også et godt eksempel på en enkel galvanisert takrenne:
Den eneste vanskeligheten du må møte er docking av selvlagde elementer med hverandre. For å gjøre dette må du korrigere den korte kanten av arket før du krøller det slik at det viser seg å være tynnet med et par millimeter.
Her er en annen praktisk instruksjon for å jobbe med dette materialet:
- Trinn 1. For røret må du kutte et emne fra et solid ark, på den ene siden på 3,40 meter og den andre på 3,30 meter.
- Trinn 2. Nå lager vi sømmer for røret på begge sider. For å gjøre dette, på et metallhjørne, bare bøy kantene på brosjyrene med 7 mm med en hammer og bøy dem i forskjellige retninger fra hverandre i en vinkel på 90 grader.
- Trinn 3. Snu arbeidsstykket med de bøyde hjørnene opp og bruk en hammer for å oppnå denne vinkelen til 130-150 grader.
- Trinn 4. Som et resultat skal arbeidsstykket ditt stikke bare 1 cm fra hjørnet, og banke det med en hammer langs hele hjørnet. Gjør disse streikene slik at de er sterke og selvsikre. Hammeren din skal ligge nøyaktig på hjørnens plan, og samtidig ikke avvike verken til høyre eller til venstre, for ikke å skade sømmen.
- Trinn 5. Nå klemmer vi arbeidsstykket rundt et annet rør og blir sammen med sømmene. Deretter blir arbeidsstykket slått med en hammer på klistringspunktet til hjørnene er helt krysset.
- Trinn 6. Å kutte det ferdige røret i separate elementer vil hjelpe deg den vanligste boksåpner, merkelig nok. Rengjør kantene først etter kutting.
Hvis du gjorde alt riktig, burde delene dine lett passe sammen med andre elementer i rennesystemet, til og med fabrikkproduserte.
Forberedende stadium
Først påføres markeringer på tinnarket, langs hvilket halvfabrikatet skal kuttes. Med andre ord er den nødvendige delen kuttet fra et bestemt metallplate, hvorfra konturen til det fremtidige røret vil bli dannet. Merkeprosessen utføres som følger: Tinnet legges ut på en arbeidsbenk og et segment som er lik rørets lengde måles fra overkanten. Her blir et merke laget av en markør.

Deretter tegnes en linje langs dette merket med en firkant vinkelrett på sidekanten. Nå langs denne linjen omkretsen av røret, det samme gjøres langs den øvre kanten. Samtidig tilsettes ca. 1,5 cm langs begge kanter for å danne skjøtekanter. De øvre og nedre merkene er koblet sammen og arbeidsstykket blir kuttet ut.
For å bestemme omkretsen kan du bruke et målebånd, eller du kan huske skolens geometrikkurs.
Hvordan lage et rørlegeme av tinn
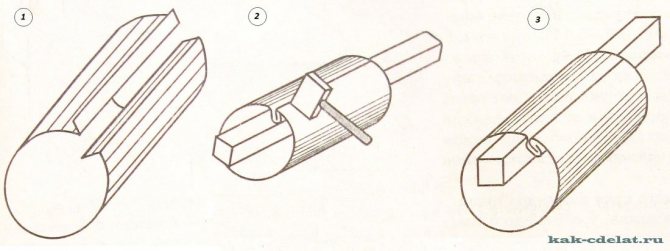
Hensikten med dette trinnet er å danne profilen til røret. En linje tegnes langs lengden på arbeidsstykket nederst og øverst, langs hvilke brettene vil bli bøyd. I dette tilfellet måles 5 mm på den ene siden og 10 mm på den andre. Brettene må bøyes i en vinkel på 90 0. For å gjøre dette legges arbeidsstykket på et stålhjørne, og justerer brettelinjen med kanten av hjørnet. Slå kanten med en hammer, bøy den til den vinkelrette siden av hjørnet.
Det anbefales å bøye produktet gradvis og passere med en hammer i hele lengden. I dette tilfellet kan du begynne å bøye med tang.

Nå, ved brettet, hvis størrelse er 10 mm, blir en brett til laget for å danne en slags bokstav G. I prosessen med å brette bretten, må du sørge for at den øvre bretten er parallell med arbeidsstykket, og dens lengde er 5 millimeter. Derfor må du på den ene siden måle 0,5 cm en gang og på den andre siden - to ganger 0,5 cm hver når du tegner en foldelinje.
Feste den galvaniserte bunnen
Hovedmaterialet ved fremstilling av bunnen vil være galvanisert plate. Det mest passende alternativet vil være en passende arklengde for dimensjonene på båtrammen. Hvis det ikke er mulig å kjøpe jern av denne størrelsen, kan du ta to ark, men det kan oppstå vanskeligheter under konstruksjonen av båten. Hovedhandlingene når du utfører slikt arbeid er:
- Skjær ut et stykke galvanisert stål langs bunnen av båten. For å gjøre dette kan konturen skisseres med en markør og kuttes av.
- Påfør tetningsmiddel med en rett linje på de nedre delene av sidene, det legges en spesiell tråd på den. Hvis det verken er det ene eller det andre, kan alt byttes ut med maling og slep. Disse handlingene vil forhindre at båten lekker.
- Vi satte galvanisert på toppen.
- Vi fikser det med selvskærende skruer med en trykkvask eller negler (1,8x32). Du må begynne å fikse fra midten til kantene. Avstanden er omtrent 2-5 cm mellom bindingene.
- Det overhengende, galvaniserte jernet er trimmet og tappet med en hammer.
- Deretter må du styrke nesen. Vi gjør dette også ved hjelp av tinn.
Vi anbefaler å lese: Hvilke egenskaper har losbåten?

Videre arbeid består i lakk og tørking av båten. Tørking utføres alltid i skyggen. Hvis du ønsker det, kan du beskytte bunnen mot korrosjon, den er dekket med oljemaling i flere lag.
YouTube svarte med en feil: Daily Limit Exceeded. Kvoten blir tilbakestilt ved midnatt Pacific Time (PT). Du kan overvåke kvotebruken din og justere grenser i API-konsollen: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
Behandler sømfugen
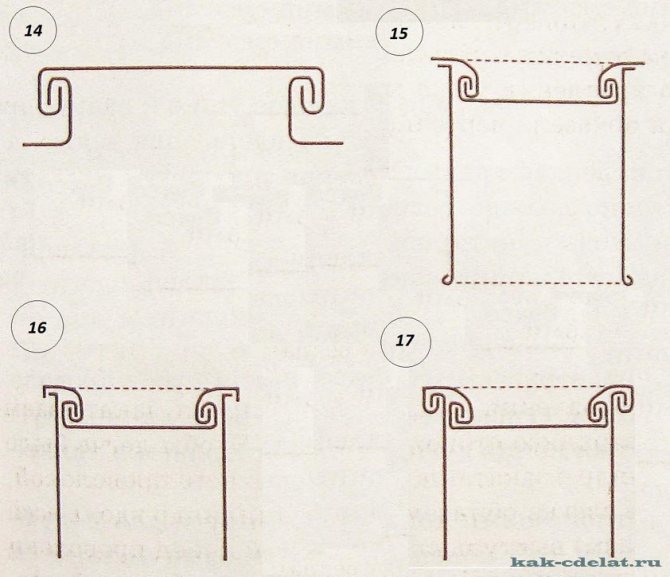
Den siste fasen innebærer bearbeiding av stussømmen, det vil si å krympe den. For å gjøre dette, brettes den øvre delen av den L-formede bretten ned, og bryter kanten av den andre bretten. Resultatet skal være en slags sandwich vinkelrett på røret. For å få en rørsveis, må du trykke sandwichen mot produktet.

For større pålitelighet er rammesømmen forsterket med nagler. Gjør-det-selv-rør laget av tinn ved hjelp av denne metoden for sammenføyning trenger imidlertid ikke ekstra forsterkning.
Hvordan lage et rør av tinn - gjør det selv tinnrør
Hjemmebyggere prøver å finne de mest budsjettmessige alternativene for å løse problemer. Derfor er spørsmålet om hvordan du lager et rør av tinn med egne hender relevant for mange amatørhåndverkere. Tross alt kan et hjemmelaget rørformet produkt laget av tinn være ganske sammenlignbart med takrenner eller foringsrør som ligger i hyllene i spesialforretninger.
Derfor må du lære mer om prosessen med å lage et tinnrør, som har egenskaper som fabrikkprodukter.
Funksjoner av kildematerialet
Før du begynner å lage et rør av et metallplate, bør du bli kjent med materialet som røret skal lages av og dets funksjoner. Til å begynne med er det verdt å si at dette er produkter av valsetypen, med andre ord, tinn er et stålplate som har passert gjennom valsene til et valsverk og har en tykkelse på 0,1-0,7 mm.
I tillegg til valsingsoperasjoner, innebærer produksjonen av blikkplater behandling av ferdige valsede produkter fra dannelsen av etsende prosesser. For å gjøre dette, påføres et lag med materiale på stålet etter rulling, som ikke er utsatt for korrosjon.
Resultatet av de utførte handlingene er en stålplate, hvis bredde kan variere fra 512 til 1000 mm, med krom- eller sinkbelegg. Det ferdige produktet er plast, slik at tinn lett kan håndteres. I dette tilfellet kan de valsede avstivningene sammenlignes i styrke med stålprodukter. Dette tillater bruk av metallplater til fremstilling av produkter med kompleks design.
Rullemaskin for profilrør i produksjon og hjemme + video
Metallkonstruksjoner er alltid veldig populære på grunn av deres styrke, som et resultat av at en rullende maskin for et profilrør ikke vil stå inaktiv på noe anlegg, og det vil ikke skade hjemme heller.
1 Hva er et valsverk for produksjon av et formet rør
En vakker moderne reol, en trappestige i aluminium, et drivhus i en forstadsøkonomi, et visir over døren - alt dette er oftest laget av metallprofiler. De kan være rektangulære (inkludert firkantede), polygonale og ovale, for ikke å nevne sirkulære rør. Disse stål- og aluminiumsproduktene produseres på spesielle valsverk. Uansett tverrsnittsform og kaliber, kan produksjonen av profiler utføres i en full syklus, det vil si fra råvarer til ferdige produkter, eller bare ved kald krymping av et konvensjonelt rundt rør.
Vi anbefaler at du gjør deg kjent
Teknologien for å danne produkter fra ingots eller til og med med pre-casting utføres på store industrielle linjer, der arbeidsemnet går gjennom flere stadier av prosessering. I en slik produksjon er støpe- og valsverk involverte reversible enkeltstående eller flerstandige, kontinuerlige linjer, samt kalde valserier. Alle ovennevnte enheter eller bare noen av dem kan være involvert i ett industrikompleks. Hvis støping ikke er gitt i begynnelsen av den teknologiske prosessen, brukes metallblokker som råvarer.
Mange metallstrukturer krever ikke spesiell styrke, og profiler for dem trenger ikke å lages med forhåndsbestemte egenskaper, slik som en høy grad av elastisitet eller høy strekkfasthet. I dette tilfellet vil det være nok å produsere stål- og aluminiumprodukter ved kaldvalsing i ruller fra et sirkulært rør. En lignende linje kan monteres i et lite rom, og for små produkter kan en egen mølle enkelt installeres i et hjemverksted i et forstadsområde. Det viktigste er at det ikke er noen boligkvarter i nærheten, siden støy fra metallbehandling ved kompresjon er ganske sterk.
2 Hvordan profilerørets rullemaskin fungerer
La oss vurdere de forskjellige sekvensene av bearbeiding av et arbeidsemne før vi gjør det om til en ferdig profil.La oss starte støpe- og rulleprosessen, når det umiddelbart etter maskinen for kontinuerlig sentrifugalstøping av en tykkvegget stav installeres en mølle med ruller som begynner å danne en hul støpesylinder når den kommer inn i formen. Denne teknologien sørger for bruk av høy resttemperatur på produktet. Slike linjer kalles blomstrende linjer, hvorfra arbeidsemner kommer av for ytterligere, mer nøyaktig rulling, som er kappet til ønsket størrelse med mekaniske sakser eller sager.
En kontinuerlig rullemaskin for produksjon av sømløse formede rør er en linje av et antall enheter, hvori en barre eller en stålsirkel mates som råmateriale, hvis dimensjoner er forhåndsinntastet på tegningene. Ved å bruke kryss-spiralformede ruller på en piercingmølle, opprettes et hulrom i arbeidsstykket, som et resultat oppnås et mellomprodukt - en hylse. En ensartet indre diameter er dannet i den ved hjelp av en dyse på en kalibreringsdorn med periodisk periodisk utvendig kjøring på en formet mølle.
En annen metode for å lage rør er å sveise dem fra en metallstripe. Opprinnelig rullet inn i en rull, blir den viklet ut når den kommer inn i produksjonslinjen, sveiset til slutten av den forrige som allerede var involvert i den tekniske prosessen og sendt til fabrikken gjennom gassovnen. Der rulles båndet inn i et rør og passerer 12 ruller, hvor hvert par er kombinert med en måler. Når kantene på svingene er koblet sammen, sveises metallet, oppvarmet i ovnen til 1350 grader, alene. Mekaniske sager deler det ferdige produktet i seksjoner, som kalibreres og sendes til neste mølle med ruller som knuser veggene til ønsket profil dannes.
Det enkleste alternativet er kaldvalsede produkter fra ferdige runde rør. Dette er faktisk den siste involverte siste fasen av den tidligere beskrevne tekniske prosessen, med den eneste forskjellen at ferdige metallrør med et ringformet snitt i utgangspunktet blir kjøpt som råvarer. Ruller med tilsvarende form på fordypningen installeres parvis, med hver rad roterende i motsatt retning. Generelt tar en slik enhet liten plass, og de minste modellene kan installeres i et hjemmeverksted.
For et valsverk er det først og fremst behov for en pålitelig base, boltet til en tung arbeidsbenk eller direkte til et betonggulv, slik at mekanismen ikke spretter under drift.
Nødvendige verktøy
Listen over verktøy og innretninger som er nødvendige for å lage galvaniserte skorsteinsrør med egne hender skyldes egenskapene til tinn, særlig mykhet og plastisitet. Behandling av denne typen materiale krever ikke spesiell innsats som er nødvendig for å arbeide med arkmaterialer.
Derfor, i produksjonen av tinnrør for skorsteinen, kreves følgende sett med verktøy:
- Saks for kutting av metall. Dette verktøyet hjelper deg med å enkelt kutte arkmaterialet i de ønskede delene, siden den største arktykkelsen når 0,7 mm.
- Hammer med mykt hode. Du kan også bruke trehammer, hammer eller stålverktøy med mykt gummigrep. Det sistnevnte alternativet brukes imidlertid veldig nøye eller ikke tatt i det hele tatt, siden det kan forårsake deformasjon av et tynt ark tinn og ødelegge hele arbeidet.
- Tang. Ved hjelp av dette verktøyet løser de spørsmålet om hvordan man bøyer et rør laget av tinn, fordi det er stål, selv om det er tynt, er det derfor umulig å bøye det med hendene.
- Arbeidsbenk. Denne enheten er nødvendig når du skjærer materiale og bruker markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mer enn 10 centimeter, samt et hjørne med kanter på 7,5 centimeter.Disse elementene må være godt festet, siden niting av rumpeskjøten vil bli utført på overflaten.
I tillegg til disse verktøyene, bør du forberede en linjal eller målebånd og en markør, som er en stålstang med en skarp kant.
Forberedende stadium
Først påføres markeringer på tinnarket, langs hvilket halvfabrikatet skal kuttes. Med andre ord er den nødvendige delen kuttet fra et bestemt metallplate, hvorfra konturen til det fremtidige røret vil bli dannet. Merkeprosessen utføres som følger: Tinnet legges ut på en arbeidsbenk og et segment som tilsvarer rørets lengde måles fra overkanten. Her blir et merke laget av en markør.
Deretter tegnes en linje langs dette merket med en firkant vinkelrett på sidekanten. Nå langs denne linjen omkretsen av røret, det samme gjøres langs den øvre kanten. Samtidig tilsettes ca. 1,5 cm langs begge kanter for å danne skjøtekanter. De øvre og nedre merkene er koblet sammen og arbeidsstykket blir kuttet ut.
Hvordan lage et rørlegeme av tinn
Hensikten med dette trinnet er å danne profilen til røret. En linje tegnes langs lengden på arbeidsstykket i bunnen og toppen langs hvilken foldene skal bøyes. I dette tilfellet måles 5 mm på den ene siden og 10 mm på den andre. Brettene må bøyes i en vinkel på 90 0. For å gjøre dette legges arbeidsstykket på et stålhjørne, og justerer brettelinjen med kanten av hjørnet. Slå kanten med en hammer, bøy den til den vinkelrette siden av hjørnet.
Det anbefales å bøye produktet gradvis og passere med en hammer i hele lengden. I dette tilfellet kan du begynne å bøye med tang.
Nå, ved brettet, hvis størrelse er 10 mm, må du gjøre en annen foldbøyning for å få en slags bokstav G. I prosessen med å brette bretten, må du sørge for at den øvre bretten er parallell med arbeidsstykket, og dens lengde er 5 millimeter. Derfor må du på den ene siden måle 0,5 cm en gang og på den andre siden - to ganger 0,5 cm hver når du tegner en foldfoldelinje.
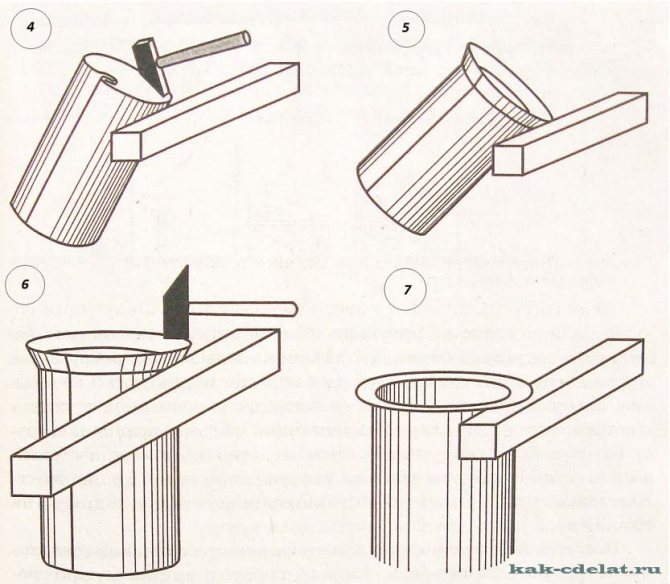
Når du har fullført formingen av foldene, kan du fortsette til dannelsen av rørlegemet. For dette legges et tomt ark på et kalibreringselement og tappes med en hammer eller annet egnet verktøy for å oppnå en profil av en bestemt form. Arbeidsstykket tar først en U-form og blir deretter rund. I dette tilfellet må foldene settes sammen.
skorsteins- og rørbøyemaskiner
Metal Master tilbyr deg et bredt utvalg av manuelle skorsteinsmaskiner. Det solgte utstyret preges av pålitelighet, utførelse og lave kostnader.
I løpet av den lange perioden av vårt arbeid (12 år) har vi mottatt en enorm mengde positive tilbakemeldinger fra fornøyde kunder.
Video: oversikt over skorsteinsbøyemaskinen
Video: oversikt over rørbøyevalser
Vi hjelper deg med å finne en anstendig bøyemaskin for å lage skorsteiner. Nedenfor blir det tilbudt praktiske råd, etter å ha lyttet til, kan du velge det beste alternativet for produksjonen din:
- Velg enheten med en margin. Det skal tillate bearbeiding av metall 30-50 prosent tykkere;
- Studer maskinens tekniske egenskaper nøye. Du må vite nøyaktig formen på metalldelene du skal produsere de neste årene. Hvilket utstyr kreves, stasjonært eller mobilt? Alt avhenger av installasjonsstedet;
- Trenger du flere alternativer for kvalitetsarbeid (rullblad, støttebord)?
Hvis du trenger en mobil maskin til et verksted eller en byggeplass, vil den beste løsningen være å kjøpe en manuell ikke-farbar arkbøyemaskin.
Vekten av slikt utstyr overstiger ikke 250 kg., Tykkelsen på metallplaten kan variere fra 0,63 mm til 1,5 mm, lengden på platen (1040 mm til 2050 mm).
Arkbøyemaskiner Metal Master i LBM- og LBA-serien er perfekte for å løse teknologiske problemer i et begrenset produksjonsrom. Verkstedsarbeid krever pålitelig og holdbar teknologi som manuelle fullboringsbøyemaskiner.
Tilstedeværelsen av spesielle polerte elektroder gjør at du kan arbeide med metall som har maling og lakk eller polymerbelegg.
For å produsere en presisjonsbøyning av metallplater og lage et produkt av kompleks form fra det, for eksempel, som en skorstein, trenger du en segmentbøyemaskin (enkel justering av arketrykket, tilstedeværelsen av en fjærkompensator, det er ingen begrensninger på dybden på blindmatingen).
ONLINE-sending fra Metal Master-demorommet
metalmaster.ru
Behandler sømfugen
Den siste fasen innebærer bearbeiding av stussømmen, det vil si å krympe den. For å gjøre dette, brettes den øvre delen av den L-formede bretten ned, og bryter kanten av den andre bretten. Resultatet skal være en slags sandwich vinkelrett på røret. For å få en rørsveis, må du trykke sandwichen mot produktet.
For større pålitelighet er rammeleddet forsterket med nagler. Gjør-det-selv-rør laget av tinn ved hjelp av denne metoden for sammenføyning trenger imidlertid ikke ekstra forsterkning.
Hvordan lage et galvanisert rør med egne hender?
Du kan fritt kjøpe galvaniserte rør, men kostnaden for slike produkter er ganske høy, så ønsket om å lage et galvanisert rør med egne hender dikteres først og fremst av hensyn til økonomi.
Samtidig krever produksjon av galvaniserte rør ikke bruk av spesielle anstrengelser, spesielle dyre inventar og verktøy og noen form for fagkunnskap, så enhver håndverker kan takle dette, i hvis arsenal det er et sett med standard snekring verktøy.
Ramme monteringsprosess
Etter å ha klargjort alle delene til båten, fortsetter vi til den direkte prosessen med å montere båten fra galvanisert stål og brett med egne hender. For å gjøre dette må du gjøre følgende:
Anbefalt lesing: Hva kjennetegner Riviera-båten?
- I baugen er det nødvendig å kombinere to sider og et trekantet emne for baugen. Spiker eller selvskruende skruer kan brukes som forbindelseselementer. Hvis blokken stikker ut over sidene, må den kuttes i ett nivå.
- Neste trinn er å installere et midlertidig avstandsstykke. Denne prosessen må tilnærmes nøye. Slik at bøyning av sidene ikke sprekker, blir avstandsstykket arkivert i en ikke for stor vinkel.
- Etter installering av avstandsstykket er det nødvendig å bøye sidene ytterligere. Et tau eller et par hjelpere vil gjøre jobben.
- Vi erstatter den bakre delen, justerer, fjerner nødvendig avfasning. Du må passe godt for ikke å etterlate hull. Alt skal passe tett.
- Etter å ha fullført passformen hamrer vi sidene og så av alle fremspringene.
- Etter at sidene er montert, installerer vi permanente stag mens vi fjerner de midlertidige. Hvor mye detaljer du skal angi, avhenger av eierens preferanse.
Før du fester tredelene med spiker eller selvskruende skruer, er det verdt å bore hullene med en bor. Denne metoden forhindrer at platene sprekker.
Den siste fasen i monteringen av trekonstruksjonen vil være avfasing på de nedre delene av sidene, avstandsstykker og belegg av et beskyttende antiseptisk lag.
Kjennetegn ved galvaniserte rør
Galvaniserte metallrør brukes til å utstyre skorsteiner; de er populære på grunn av deres lave vekt og følgelig enkle installasjon. Galvaniserte skorsteiner krever ikke konstruksjon av et fundament, og dette reduserer kostnadene for skorsteinutstyr betydelig.

Slike rør oppfyller brannsikkerhetsstandarder, som tåler temperaturer opp til 900 °, slik at de til og med kan brukes til røykuttak fra varmekjeler og ovner.
Også galvaniserte rør i hjemmekonstruksjon brukes til å utstyre takrenner. Slike rør er allerede ganske rimelige når det gjelder kostnader, men samtidig kan prosessen gjøres enda billigere ved å bruke håndlagde produkter.
Konstruksjon av galvaniserte produkter
Produsenter produserer enkelt- og dobbeltkretsmodifikasjoner av disse skorsteinene.
Enkeltkretsgalvaniserte stålprodukter blir ofte installert inne i huset eller foret med murverk.

For å unngå kondensdannelse, må den isoleres. Det anbefales ikke å bruke enkrets skorsteiner laget av galvanisert stål uten isolasjon utenfor.
Den kan plasseres alene på en grill- eller grillplass.
Dobbeltkretsmodifikasjonen (sandwichgalvaniserte rør) heter så på grunn av flerlagsrøret. Den består av tre komponenter, to indre og ytre rør, som er isolert med mineralull eller annen ildfast isolasjon.
Denne designen varmes raskt opp, noe som aktiverer driften av varmeenheter og minimerer mengden fuktighet som akkumuleres på veggene.
Etter å ha foretrukket et galvanisert sandwichrør, kan vi snakke om et estetisk utseende som harmonisk passer inn i den generelle utformingen av utsiden. I tillegg til teknologien beskrevet ovenfor, er konstruksjoner laget av det såkalte svarte stålet.
Disse galvaniserte sandwichrørene antar at røret som er installert på innsiden vil være laget av vanlig stål.
Galvaniserte pipersandwichrør brukes i hus med varmekjeler, ovner eller peiser. Det er også det beste alternativet for bad og badstuer.
Siden badekarets enhet skiller seg fra et vanlig hus, for å opprettholde en høy temperatur i damprommet, brukes en sandwichstruktur, og rommet mellom dem er fylt med mineralull, som er varmeisolering av en miljøvennlig sammensetning og samtidig utsettes det ikke for brann ved høye temperaturer.
Hva du trenger for å lage et galvanisert rør
Hjemme, for å lage et galvanisert rør, trenger du et tinnark; materialet krever ikke bruk av spesielle anstrengelser på grunn av dets mykhet og duktilitet.
Tinn er industrielt laget av tynn stålplate med en tykkelse på 0,1 til 0,7 mm på rullende maskiner, hvorpå dekkes med et korrosjonsbeskyttende lag av krom, tinn eller sink. Til slutt kuttes arbeidsemnene i standardstørrelser, med en bredde på 512 mm til 2000 mm.

Styrken til slike produkter er på ingen måte dårligere enn motstykker i stål, spesielt hvis materialet har flere avstivere, men samtidig er det veldig plastisk og lar deg manuelt montere rørledninger med kompleks form. Anti-korrosjonsbelegg beskytter røret mot det ytre miljøet.
Problemet med slike rør er utilstrekkelig bøyestyrke, derfor blir stivere innført i strukturen for fremstilling av åpne deler for å styrke produktet.
- et bredt spekter av slike rør i forskjellige størrelser presenteres i butikkene: enkrets;
- dobbel krets (laget i form av en sandwich og består av et indre og ytre rør);
- bølgepapp, preget av økt fleksibilitet.
Merk! Hjemme er det teknisk mulig å lage bare et enkeltkretsrør.
Når du velger en arktykkelse, bør hensikten med røret tas i betraktning. For eksempel må et galvanisert rør for fjerning av røykgass fra ovner og peiser med fast brensel ha økt motstand mot høye temperaturer, og samtidig høye korrosjonsegenskaper.
Det er viktig! Jo høyere temperaturen på arbeidsmediet er, desto tykkere må rørveggene være.
Instrumenter
For arbeid er det nødvendig med spesialverktøy for å bøye, måle bøyningsvinkelen riktig og kutte røret til ønsket lengde.




Produktvalg
Slukets holdbarhet avhenger av materialet i produktet. Den må være holdbar og motstandsdyktig mot ytre irriterende stoffer som temperatur, nedbør og sollys.
Følgende krav er oppfylt:
- Cink Steel. Dette er et budsjettalternativ som ikke er holdbart. Når du fjerner is, kan strukturen lett bli skadet med et brekkjern.
- Polymerbelagte metallfliser. Materialet tåler ekstreme temperaturer godt, korroderer ikke på grunn av belegget. Imidlertid har den ikke lydisolasjonsegenskaper.
- Stålplate med maling som beskyttelse. Sistnevnte blir ødelagt av mekanisk belastning, og derfor må en slik overløp oppdateres med jevne mellomrom.
- Plast. Dette materialet er motstandsdyktig mot korrosjon, UV-lys og syreutfelling. I regnet drukner det praktisk talt støyen.
- Kobber og titanlegeringer. Alternativet er det mest pålitelige og holdbare, men det koster mer enn lignende.
Nesten alle alternativene innebærer et valg av farge. I alle fall bør du være oppmerksom på elementene. Så hvis området på skråningen er mindre enn 250 kvm. meter, så for takrennen er en bredde på 125 mm tilstrekkelig, og for et rør med en diameter på 90 mm. I andre tilfeller er det verdt å velge stordata.
Instruksjoner for produksjon av galvaniserte rør
Først og fremst må du merke jernarket, bruke foldelinjer på den ene siden 5 mm i størrelse, på den andre to ganger 5 mm hver, folden på den ene siden skal være bredere enn den andre for å danne en sterk søm i fremtiden. Bøy arket i 90 ° vinkel på begge sider ved hjelp av et hjørne og en tang.

Det er viktig! Bøy formen gradvis og beveg deg fra den ene kanten til den andre langs foldelinjen.
Når du snur arbeidsstykket, dannes bretter, vinkelen justeres til 135-140 °, banker kantene på tinn med en hammer eller en hammer med en myk spiss, for ikke å skade materialet i produktet. Etter dannelsen av brettene kan du fortsette til dannelsen av selve røret.
Fest arbeidsstykket til størrelsesmalen for å forme det og trykk på det igjen til brettene kommer sammen.
Den brede kanten er igjen bøyd parallelt med produktets plan i en vinkel på 90 °.
Den siste fasen er å feste endene sammen med en flat søm ved hjelp av en hammer.
Juster brettene, bøy den horisontale delen av den andre bretten, pakk den rundt den første bretten, og bøy deretter sømmen, og trykk den tett mot rørets plan.
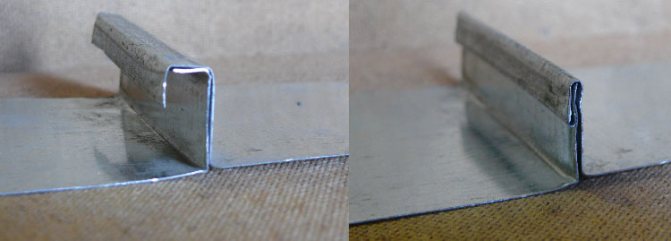
Du kan i tillegg styrke skjøten med metallnitter ved hjelp av en sveisemaskin, selv om galvaniserte rør ofte er forbundet med en flat søm ikke trenger ekstra forsterkning.
Normative dokumenter
La oss starte med det mest hemmelige og mystiske, faktum er at for den slags materialer ikke har sin egen standard. Slik viser det seg, selve produktet har eksistert og blitt produsert i lang tid, men GOST for et galvanisert metallrør eksisterer ikke.
Merk! I lang tid har produksjonen av galvaniserte rør blitt utført i samsvar med standarden for metallrør, hvor produktutvalget ble lånt.
Faktisk produseres galvaniserte materialer i samsvar med følgende dokumentasjon:
- Produksjon av metallrør i samsvar med GOST 3262 75;
- Langsgående elektriske sveisede galvaniserte rør i samsvar med GOST 10704 91.
Hvis det er klart med den første standarden, er det helt uklart hvorfor den andre GOST brukes til et galvanisert rør? Dette er lett nok å forklare. Faktum er at rørledninger vanligvis utsettes for aggressiv ytre handling som fører til korrosjon, spesielt langsgående sveisede rør er best egnet for å løse dette problemet, dvs.de har en lav pris, men samtidig er de bemerkelsesverdig beskyttet mot korrosjon.
Merk! Det er ingen forbud mot produksjon av slike materialer - spiraltype eller sømløs, lett å produsere høy styrke og tykkvegget galvanisering er ikke nødvendig. Og installatøren kan lage kaldgalvanisering etter endt arbeid.