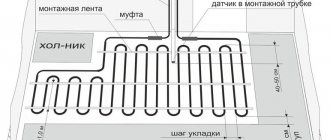
Valg av loddemetode for HDPE-rør

Metoder for lodding av HDPE
Det er flere grunnleggende metoder for lodding av HDPE-rør. Forskjellige metoder er å foretrekke for forskjellige arbeidsforhold. Alle har fordeler og ulemper, noe som ofte kompliserer valget. Imidlertid vil informasjon om spesifikke forhold være med på å bestemme typen lodding.
I mange tilfeller er det veldig viktig å opprettholde fleksibiliteten til hele seksjonen når du installerer rørledningen. Eventuelle stive, ikke-bøyende elementer kan komplisere driften. I dette tilfellet er stussveising det beste valget. Det er ganske enkelt å implementere og krever ikke dyre komponenter.
Å utføre arbeid på vanskelig tilgjengelige steder krever kobling av lodding. Det vil hjelpe å koble rørledningens seksjoner, selv om de er helt ubevegelige i forhold til hverandre.
Elektrofusjonsmetoden vil komme til unnsetning når en forbindelse er planlagt i et svært begrenset rom. Også denne metoden regnes som en av de raskeste, noe som kan være en grunnleggende faktor når du velger.
Viktig! Hvis delene må kobles til under hele arbeidet og det ikke antas en permanent tilkobling, er det mer logisk å ikke bruke lodding, men en konvensjonell avtakbar forbindelse.







konklusjoner
Lodding av plastrør er veldig forskjellig fra metallrør, men med en seriøs tilnærming er det ikke vanskelig å gjøre det riktig med egne hender.
Du trenger ikke en gang et stort sett med spesifikt utstyr, de mest nødvendige tingene kan rett og slett lånes.
Prisen på rør, som er 32, som er 100 mm i diameter, er så ubetydelig at det overhodet ikke blir dyrt å ta et lite lager og trene godt. Og når hendene er fulle, vil det ikke være noe problem å krasje inn i et eksisterende system eller montere et nytt.
strojvannu.ru
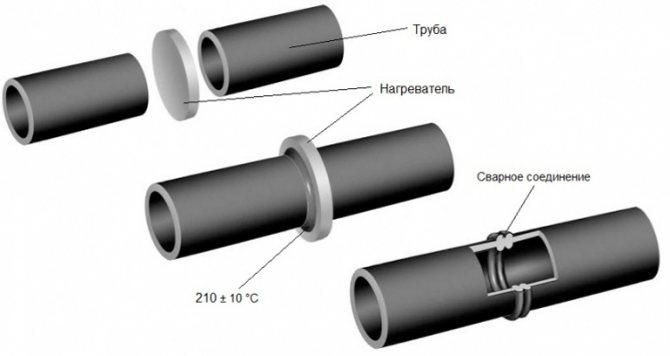
Butt sveising av polyetylenrør

Butt sveising
Den vanligste måten å bli med på HDPE er stussveising. Det er veldig økonomisk og enkelt å bruke. I tillegg gir det en tilstrekkelig tilkoblingsressurs. Metoden krever spesialisert sveiseutstyr. Metoden er egnet for de stedene der rørene beveger seg fritt nok og hvor det er ønskelig å la denne fleksibiliteten være.
Metoden kan brukes til åpen rørlegging, så vel som i grøfter.
Fremgangsmåte for rørsveising:
- De to delene passer i en sveiserholder som styrer arbeidsemnene mot hverandre uten forskyvning.
- Videre er enhetene festet i holderen med klemmer.
- Ved bruk av en alkoholoppløsning må kantene rengjøres for forskjellige forurensninger. Det anbefales å bruke materialer som ikke etterlater seg lof.
- Kantene bearbeides også mekanisk ved trimming. De får riktig skjema. Behandlingen utføres til øyeblikket, til sjetongene vises med en tykkelse på mindre enn 0,5 mm.
- Deretter må mesteren sjekke endene manuelt for parallellitet. Hvis det oppstår hull, gjentas trimmeprosedyren.
- Varmeelementet varmer samtidig opp endene av produktene som skal skjøtes.
- Så snart kantene har smeltet litt, stopper oppvarmingen, og selve produktene er tett koblet til hverandre. Delene presses til forbindelsen har tilstrekkelig styrke. I de fleste tilfeller er 5-10 minutter nok.
- Etter at du har utført arbeidet, er det nødvendig å inspisere den sveisede sømmen nøye, og også sørge for at forbindelsen er sterk.

Sluttbearbeiding
Den endelige kvaliteten på loddingen avhenger veldig av kvaliteten på forarbeidet.Velslipte og forberedte kanter er mye bedre sveiset sammen. Dermed kan et veldig godt resultat oppnås.
Viktig! Butt-sveising må utføres med en søm. Ellers vil forbindelsenes styrke og holdbarhet være minimal.








Sokkelsveising av HDPE-rør

Stikkontakt sveising
Sokkelsveising har en annen prosedyre og et annet sett med materialer. For å utføre arbeidet, vil du definitivt trenge et loddejern til HDPE-rør, samt et sett med dyser. Ofte i slike ledd brukes tilleggsutstyr, som hjørner og eksentrikere. Tilkoblingen av produktendene utføres etter at beslaget er festet til dem.
Verket bruker loddejern til polypropylenrør, som inneholder flere metalldeler. Disse delene varmer opp plastaggregatene. En av dem er en dorn - et spesielt element som er satt inn i innsiden av beslaget. Den andre, hylsen, tjener til å varme opp selve stedet.
Koblingssveising krever spesiell forberedelse. Du må ta en rekke tiltak for å forbedre kvaliteten på tilkoblingen:
- Arbeidsemnene må trimmes og justeres nøyaktig motsatt hverandre.
- Kantene må rengjøres for smuss og plastrester.
- Disse rørene som ikke er i bruk for øyeblikket, må plugges for å unngå blokkeringer.
- Det er nødvendig å inspisere loddeinnretningen for smuss eller plastrester fra tidligere arbeid. Rengjør om nødvendig.
Etter å ha utført alt forarbeidet, kan du ta i bruk implementeringen av denne sveisemetoden. Implementeringsrekkefølge:
- Delene som skal sammenføyes, varmes opp med et loddejern til en viss temperatur. Vanligvis overvåker enheten selv denne temperaturen, som til rett tid vil gi et signal om å stoppe oppvarmingen.
- Røret er tvangsinnsatt i hylsen, og beslaget skyves på doren. Det kreves ofte mye innsats for å fullføre disse operasjonene. Det er nødvendig å sette inn delene hele veien.
- Overflødig plast vil bli presset ut og skape en ringformet perle.
- Deretter må begge delene fjernes fra verktøyet og kobles tett sammen.
- Etter fullstendig avkjøling kan du fortsette å jobbe med å koble rørledningen.
Viktig! Under avkjøling er det nødvendig å sikre fullstendig resten av tilkoblingen. Enhver påvirkning på dette stadiet kan kompromittere tettheten i forbindelsen.
Loddetiden finner du i standardene der denne tiden er indikert avhengig av diameteren på delene.
Monteringstilkobling
Det må også huskes at det er nødvendig å bruke kraft når du kobler til røret og monterer bare til delene hviler. Hvis du fortsetter å påvirke, kan du bryte integriteten til forbindelsen, noe som vil føre til negative konsekvenser i fremtiden.
Installasjon ved sveising
Legging av kommunikasjon på denne måten skjer i følgende rekkefølge:
- Etter at et rør av ønsket størrelse er kuttet ved hjelp av en spesiell saks, fjernes en avfasning fra kanten i en vinkel på 45 grader. Les hvordan du kutter et rør i 45 grader for å få det perfekt.
- Det forberedte stykket av produktet er installert på loddejernsdysen, det samme gjøres med tilkoblingsbeslaget, som er plassert på den andre dysen.
- Deretter varmes delene opp til en forhåndsbestemt temperatur, vanligvis ca. 270 grader, hvoretter de raskt fjernes fra dysene og kobles til.
- Deretter skal dockingsplassen kjøles ned i noen minutter. Tvinges, bør ikke denne prosedyren gjøres, siden dette vil påvirke sømmenes kvalitet negativt.
- I følge prosjektdokumentasjonen er det nødvendig å legge kommunikasjon, mens du i en bestemt rekkefølge kobler alle PE-rør med beslag og radiatorer. Loddingen fullføres ved utløpet av varmekjelen.
- Etter at systemet er fylt med vann slås varmeenheten på. Alle skjøter blir nøye sjekket for lekkasjer. Hvis alt er i orden, settes trykket på kjelen og luft frigjøres fra radiatorene.
Elektrofusjonssveising

Elektrofusjonssveising
En spesiell type stikkontakt sveising, som består i bruk av spesialutstyr. Denne forbindelsen bidrar til å oppnå høy styrke og holdbarhet av den ferdige strukturen. Metoden realiseres ved hjelp av elektriske koblinger, som allerede har varmeelementer inni.
Beslag med innvendige varmeelementer kan brukes. Spiralene varmer opp materialet og gjør det smidig. Deretter kobles de to delene sammen og en pålitelig monolitisk forbindelse sikres.
Verktøyene for denne typen sveising er mye dyrere, men de er mye bedre funksjonelt. Bruken av elektrofusjonshylser sørger for at det ikke er noen ringformede perler i den indre delen og sørger for god vannpassasje. En annen fordel er at denne metoden ikke krever direkte bruk av sveiseutstyr. Dette hjelper deg med å utføre arbeid under trange forhold.
Fremgangsmåte for sveising av elektrofusjon:
- Delene som skal sammenføyes er kuttet på de riktige stedene.
- Produktets ender, så vel som den elektriske koblingen, blir renset for forurensning.
- Passende merker er igjen på overflaten for å bestemme koblingsens dybde.
- Ved hjelp av ledninger er elektromagneten koblet til sveiseutstyret.
- På enheten trykker masteren på knappen for å starte sveisingen, som begynner å varme opp elementene.
- Så snart prosessen avsluttes. Enheten vil slå av oppvarmingen av seg selv.
- Etter omtrent en time vil forbindelsen avkjøles helt og kan settes i drift.

Endelokk
Det er best å dekke til endene på ubrukte rør før du begynner å sveise med spesielle plugger for å unngå kjøling.
Det er viktig å holde delene i stiv stilling under sveising. Dette kan gjøres ved hjelp av spesielle holdere eller stativer. Den endelige sveisen må ikke være tykkere enn 0,5 veggtykkelse.
Stikkontaktmontering
Det bør bemerkes at i innenlandske dokumenter vil du ikke finne noen standarder for gjennomføring av loddesokkel. Det er bare beskrevet i europeiske standarder DVS 2207-15. Trinnvis instruksjon, hvordan sveise HDPE-rør med koblinger:
- Før du starter arbeidet, må du forberede kommunikasjonen. For dette blir den ytre overflaten renset for forskjellige forurensninger: støv, fett. Dette kan gjøres med en fuktig klut og alkoholoppløsning eller en spesiell blanding. Den selges i rørleggerbutikker;
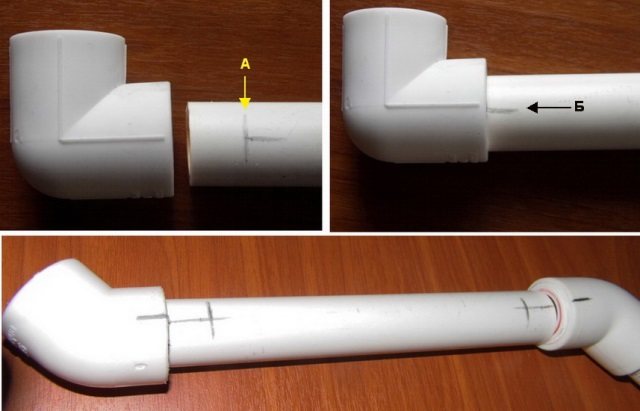
- Etter at skjøten er satt i orden. Tettheten av feste avhenger av kuttets glatthet. Du bør gå langs enden av røret med sandpapir eller rengjøre det med en krøllet avis. Etter rørforbindelsen er HDPE trimmet for å danne en avfasning på 1 mm ved 45 grader, dette er veldig viktig for tett feste; Foto - docking
- Deretter må du installere bøyene i koblingen. Den er delt inn i to halvdeler: den første settes på røret (dette er doren), og den andre delen settes inn i den andre (dette er hylsen). Det skal bemerkes at påsetting av hylsen først skal startes etter at verktøyet er oppvarmet; Foto - tilkobling
- Den forvarmede dysen settes inn i kommunikasjonen så raskt som mulig, hvoretter den andre grenen settes inn i den;
- Du må flytte segmentene veldig forsiktig, men raskt, ellers kan du overopphete polyetylenet. Hvis alt er gjort riktig, vil flytende plast begynne å komme ut under koblingen.
Etter avsluttet oppvarming og sveising må du fjerne hylsen og feste rørene på en solid overflate.
Flenser er enda enklere å jobbe med.De er gjengede tilkoblinger for installasjon. Følgelig blir det i den ene enden av kommunikasjonen kuttet en tråd som elementet er skrudd inn i, og det er allerede satt et rør på den. Fugen varmes opp med hårføner eller clutch.
Foto - PND-flens
Nødvendig utstyr og verktøy

Instrumenter
Loddeledninger laget av HDPE er umulig uten bruk av en rekke spesielle enheter. Det viktigste i dette tilfellet er sveisemaskinen. Det er en spesiell enhet som inneholder et varmeelement. Holdere for forskjellige vedlegg avviker fra dette elementet. Det er disse dysene som brukes til å smelte materialet.
Butt-sveising av polyetylenrør krever også spesielle måle- og sentreringskomponenter. De er nødvendige for klar fiksering av produkter overfor hverandre.
Vanligvis brukes ikke kokeapparater hjemme. De brukes i industrien, så vel som av profesjonelle rørleggere. Dette skyldes den økte kompleksiteten i slikt arbeid og risikoen for lekkasjer. Men noen ganger kan slikt arbeid gjøres for hånd. Tross alt, hvis du følger enkle regler, vil alle risikoer bli minimert.
Sammen med et loddejern, for arbeid kan du trenge:
- rulett;
- profesjonell pipe cutter;
- midler for avfetting og rengjøring av overflater;
- markør for å sette ned merker.
Saks eller en rørkutter kommer ofte med loddekolbe, så du trenger sannsynligvis ikke å kjøpe den separat.
For hylsesveising trenger du også et eget sett med beslag i forskjellige størrelser. Disse kan være rette eller vinklede koblinger, kraner, fordelere eller tees.
Andre rørlodningsverktøy brukes noen ganger for å hjelpe håndverkeren med å få jobben gjort så effektivt som mulig.
Hensikt

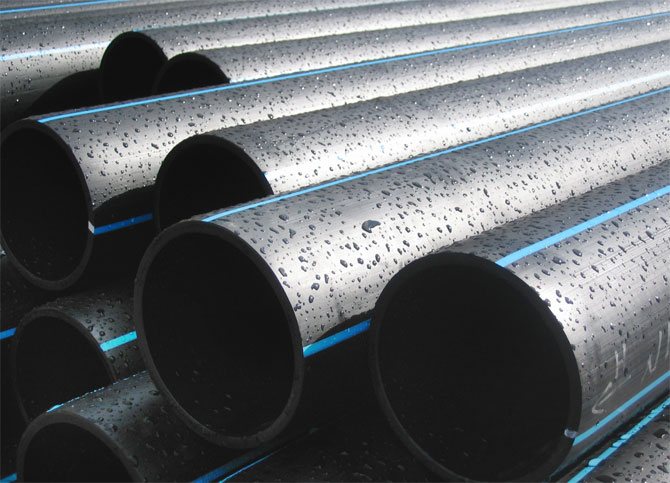
Rørledning
Gjør-det-selv-installasjon av polyetylenrør ligger i enhver lekmann. Det viktigste er å følge instruksjonene fra produsentene. Når du kjøper et rør, må du se på utseendet: det må være rent og jevnt farget, uten å skade materialet. Ingen mekanisk deformasjon eller riper er tillatt.
Polyetylenrør brukes:
- når du installerer kaldtvannsforsyningssystemet;
- kloakk konstruksjon;
- i drenering og takrenne.
Ikke bruk polyetylenrør til varmtvannsforsyning eller i varmesystemet - de tåler ikke temperaturer over + 40 ° C. I tillegg er det umulig å montere og bruke slike rør i rom der temperaturen er under + 5 ° C. I kulde mister polyetylen sin plastisitet og fleksibilitet, slik at tettheten kan bli ødelagt.
Hvordan polypropylenrør loddes på vanskelig tilgjengelige steder

Vanskelige steder
Svært tilgjengelige sveiseplasser inkluderer vanligvis takplasser, punkter i hjørner og lukkede rom hvor frittstående loddemaskiner ikke kan installeres.
Problemet kan løses ved å bruke en krok som kan bære vekten til loddemaskinen. Et verktøy er hengt på det, og arbeid utføres i denne stillingen. Også under begrensede forhold blir elektrofusjonsfuger mye brukt. De krever ikke installasjon av en sveisemaskin i umiddelbar nærhet av delene som skal sveises. Bare HDPE rørloddeanordninger brukes, som er koblet til enheten ved hjelp av ledninger.
Hvis rørene som skal sveises, er veldig nær hverandre, brukes metoden for vekslende oppvarming av endene. Først varmes den ene enden opp til en høyere temperatur enn nødvendig. Så varmer den andre delen opp, så fort som mulig.
Viktig! Noen ganger er det nødvendig å lodde to rør uten å endre lengden. Da vil svingbare beslag hjelpe, noe som vil hjelpe til med lodding av rør i forskjellige plan, og deretter koble dem til.
Lodding i hjørner utføres med økt oppmerksomhet til alle målinger. Det er veldig viktig her å opprettholde en rett vinkel slik at væskestrømmen ikke blir forstyrret. Koblinger med 90 graders svingevinkel brukes. Generelt er sveisemetodene identiske med den konvensjonelle rette seksjonen. Det anbefales å kjøpe koblinger og rør fra samme produsent. Dette gjør det mulig å oppnå en bedre matching av loddede materialer.




Funksjoner ved installasjon av rør laget av tverrbundet polyetylen

Installasjon av XLPE-rør
Produkter laget av såkalt tverrbundet polyetylen kan brukes i varmtvannsrørledninger eller varmesystemer. Det er en høy tetthetspolymer utsatt for elektronbestråling. Under deres innflytelse skaper molekylære kjeder en enkelt tredimensjonal struktur.
I motsetning til konvensjonell polyetylen er dette materialet svært motstandsdyktig mot ekstreme temperaturer og trykk. I fravær av mekanisk spenning er den i stand til å operere i området fra -120 til + 120 ° C.
Rørene installeres på to måter:
- kompresjonsutstyr;
- ved hjelp av pressbeslag for plastrør.
I det første tilfellet er ikke spesialverktøy nødvendig når du monterer med egne hender. Alt du trenger er plastbeskjæringsmaskiner og to skiftenøkler.
Fremgangsmåte:
- En krympemutter er gjenget på den ene enden av røret med en tråd mot den frie enden.
- Deretter settes splittringen og røret skyves helt på beslaget.
- Krympemutteren strammes med en skiftenøkkel.
Trykkbeslag eller trykkbeslag er i ett stykke og krever et presseverktøy.
Ved montering:
- En klemhylse settes på røret.
- Sett en ekspander med tilsvarende diameter inn i røret til enden.
- Ekspanderhåndtakene bringes glatt ned og festes i et par sekunder.
- Beslaget kjøres helt til stopp.
- Hylsen presses inn med en hånd- eller hydraulisk press.
Du er ofte involvert i installasjonen av polyetylenrør, og du vet alle komplikasjonene i forbindelsen deres. Del din kunnskap med leserne våre ved å legge igjen kommentarer til artikkelen.