



Apparater for lodding av polypropylenrør - valg og bruksteknologi
Loddemaskin for polypropylenrør
Ofte blir det nødvendig å bytte vannforsyningsrørene når du utfører reparasjoner i huset. I de aller fleste gamle hus ble vanndistribusjon utført ved hjelp av metallrørledninger. Imidlertid produserer moderne industri et bredt spekter av plastrør som allerede har bevist seg pålitelig, holdbarhet og enkel installasjon. Den beste måten å koble til en plastrørledning er å sveise den. For å bygge et pålitelig og forseglet system er det nødvendig å bruke et apparat for lodding av polypropylenrør.
Video - Instruksjoner for lodding av polypropylenrør ved bruk av sveisemaskin
Egenskaper og utstyr til loddejern
Loddejernet for propylenrør er likt design og prinsipp for drift som et vanlig jern, det skiller seg bare i form og formål.
Hoveddelene er en termostat og et kraftig varmeelement, samt et ergonomisk håndtak, stativ og utskiftbare dyser for forskjellige rørdiametre.
PMoregulatoren sørger for at en viss temperatur opprettholdes, siden overopphetet eller underkjølt polypropylen ikke vil gi en høykvalitets forbindelse under loddeprosessen. Et annet formål med termostaten er å beskytte varmeelementet mot overoppheting. I henhold til utformingen kan varmeelementet være av to typer - runde (dyser er trukket på den) og flatt i form av en jernsåle med hull for å feste dyser. Det andre alternativet er mer populært.
Dyser med forskjellige rørdiametre er inkludert i settet, og antallet kan være forskjellig for forskjellige sett, her er det allerede opp til deg å velge. De kan kjøpes separat om nødvendig. Festene har et spesielt belegg som forhindrer at PP kleber seg. Noen sett inneholder også spesielle sakser for kutting av propylenrør. Dette er et nødvendig verktøy for installasjon, så hvis settet ditt ikke inkluderer dem, må du definitivt kjøpe dem. Som regel selges et loddejern i et praktisk metallveske for transport og lagring av alle delene.
Dette verktøyet er designet for å fungere på 220 volt strømforsyning. Oppvarmingshastigheten avhenger av kraften til loddejernet. For å jobbe med rør med en diameter på 16 til 63 mm, er det nok å ha et loddejern med en effekt på 850 watt, og hvis du skal jobbe med diametere opp til 125 mm, trenger du et verktøy med en effekt på opptil 1500 watt. Den optimale temperaturen for lodding av propylenrør er satt av termostatknappen til + 260 ° C. Når denne verdien er nådd, vil termostaten stoppe videre oppvarming, som vil bli signalisert av et lys på saken.
1pokanalizacii.ru
Loddeverktøy
For å koble de separate delene av vannforsyningssystemet til hverandre, er det nødvendig å bruke teknologier for temperatureksponering. Lodding eller sveising av plastrør muliggjør diffusjon av plastmolekyler, noe som resulterer i en sterk og tett forbindelse.

Foto - apparater for lodding av plastkommunikasjon
Disse arbeidene utføres ved hjelp av spesielle enheter - en sveiseomformer for plastrør eller en pistol:
- Sveiseren regnes som et mer profesjonelt apparat og brukes hovedsakelig av erfarne rørleggere. Prisen er en størrelsesorden høyere enn en vanlig husholdningspistol;
- Pistolen er en slags loddejern som kan påvirke enkeltdeler av plast- eller metall-plastkommunikasjon punktvis.
Sveisemaskiner kan klassifiseres etter kraft. Nå er de mest populære universelle modeller for 1500-1600 watt. De er praktiske for husholdningsbruk, i tillegg inneholder settet også et sett med dyser for arbeid med forskjellige typer rørledninger.
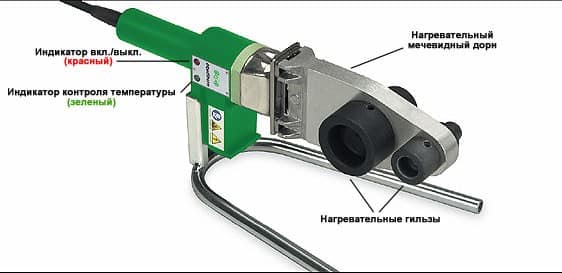
Foto - design av loddejern
Det skal bemerkes at i tillegg til spesielle enheter, vil det også være behov for ekstra verktøy. Spesielt er dette saks for kutting av rørleggerdeler. I tillegg til en valserørskjærer, som lar deg gi det jevneste og jevnere kuttet på overflaten av kommunikasjonen.
Når du arbeider med metallplast eller folieforsterkede rør, trenger du også et rengjøringsverktøy - en kvern. Den jevner ut skjærekanten, som ofte etterlater små uregelmessigheter etter å ha kuttet det ønskede området. Hvis du ignorerer denne prosessen, kan det hende at forbindelsen ikke er sterk og tett nok, noe som vil påvirke driften av hele kloakksystemet.
Hvis du trenger å lodde rør laget av plast med stor diameter - fra 110 mm, brukes en elektrisk kobling. Den skyves på skjøten og varmer skjøten. I prosessen spiller sentrering av enkelte seksjoner av kommunikasjon hovedrollen, siden det er nesten umulig å kontrollere prosessen under sveising. For å jobbe med en slik enhet brukes en spesiell sentreringsmaskin som lar deg jevne skjæreflaten for å få den tetteste sømmen. Koblingenes kraft er noe forskjellig fra kraften til sveisemaskiner og loddepistoler, i de fleste tilfeller kreves det litt høyere verdier - over 1500 watt.
Kalde lodding brukes også ofte hjemme. Teknologien innebærer bruk av et aggressivt lim, som sikrer diffusjon av plastmolekyler uten bruk av varmeelementer. Den største fordelen med denne metoden er dens enkelhet. Slik sveising kan enkelt utføres selv uten erfaring, i tillegg er det ikke nødvendig å kjøpe ekstra enheter. Men samtidig betraktes en slik lodding som kortvarig, det vil si at det er mer presserende tiltak enn et alternativ for permanent tilkobling av rør.
Foto - et eksempel på kald lodding av plastkommunikasjon
Du kan kjøpe et verktøy for lodding av plastrør i nesten hvilken som helst rørleggerbutikk, i gjennomsnitt koster det fra 800 rubler til flere titusener. For eksempel, i Sevastopol, varierer kostnadene for WESTER DWM 1000B fra 1800 rubler til 2000. Prisen avhenger av den oppgitte effekten til enheten, merkevaren og dens formål.
Video: hvordan lodde plastrør riktig
DIY sveising av polypropylenrør for nybegynnere - praktiske instruksjoner
Kunnskap om sveising og installasjon av polypropylenrør vil være nyttig for å erstatte den gamle rørledningen og legge en ny. Hvis alt nødvendig verktøy og tilbehør er tilgjengelig, vil alt arbeidet være veldig enkelt og av høy kvalitet. En time og du vil ha et ferdig rørsystem, egnet for bruk.
Denne metoden kalles sokkelsveising. Rørene er ikke faste skjøter til skjøter, for eksempel metallrør, men ved hjelp av spesielle enheter - beslag. Vedheft skjer med dem ved to hundre og seksti grader Celsius.
Om ønskelig kan butikken velge beslag for gjengeforbindelser.
Velge riktig verktøy
Det anbefales å bruke følgende verktøy:
- spesiell enhet for sveising. Senere vil vi fortelle deg hvordan du lager det selv;
- forskjellige vedlegg til enheten. Tjue millimeter - de mest populære dysene;
- beveller. Anbefalt for bruk i tilfelle forferdelig kvalitet på konturen;
- barbermaskin. Hjelp til å rengjøre konturen;
- spesiell saks.
Vi lager en sveiseinnretning med egne hender
Gode loddejern koster fra tusen til flere tusen rubler, men hvis du trenger å gjøre ganske mye arbeid og har en ide om å spare penger, kan du improvisere og lage et loddejern med egne hender.
Det vi trenger:
- Et enkelt gammelt jern.
- Ønsket vedleggsstørrelse.
- Termisk pasta.
- Temperatur sensor.
- Dysen er skrudd fast på strykejernet, endene skal behandles med termisk pasta.
- Tenk og tenk på: hvordan og fra hvilken side det vil være bedre å jobbe. Fest utstyret før du starter arbeidet. Ved høye temperaturer vil denne prosessen være vanskelig eller umulig hjemme.
- Hvis det er vanskelig å jobbe mot veggen, kan du sage av en del av den skarpe tuppen av strykejernet.
- Før du begynner å jobbe, må du varme opp strykejernet i et par minutter.
- Se etter riktig temperatur. Det skal være to hundre og seksti - to hundre og sytti grader Celsius. Måleenheten vil hjelpe deg med dette.
Hvordan skal du jobbe
- Først av alt må du lage en arbeidsplan (helst på papir), velge steder for legging av rør. Denne aktiviteten vil redusere unødvendige trinn og tungvint sveising på farten. Du må innrømme at det er mye bedre og lettere å montere rørene på arbeidsplassen og montere dem i systemet med noen få enkle bevegelser.
- For å koble til polypropylenrør, krever det oppvarming av kantene på delene som skal skjøtes. Elementene settes på dysen, du bør holde dem på dysen i et par sekunder. Rørene varmes opp fra utsiden, den indre delen av elementet varmes opp i hylsen.
- Etter å ha oppvarmet elementene, prøv å sette dem sammen i riktig struktur så snart som mulig. Hvis justering er nødvendig, er noen sekunder alt du kan stole på. Arbeid gjøres ofte med øynene. Det anbefales ikke å vri elementene.
- Ikke hold polypropylen i loddekolben veldig lenge. En forbindelse av høy kvalitet oppnås bare ved oppvarming til riktig temperatur. Polypropylen kan lekke fra overoppheting, tettheten vil bli ødelagt.
Sørg for å skru på kranen på koblingen før du lodder PP-rørene!
- Hvis du har gjort alt riktig, vil en liten mengde plast komme ut og flyte på ermet. Hvis det oppstår vanskeligheter ved påkledning, bøyninger av plast, bør du fjerne avfasningen.
Tyske forskrifter DVS-2207-1 gir en rørvinkel på femten grader og en utsparing på to til tre millimeter. I Russland, i henhold til standardene - en vinkel på førtifem grader og en utdyping av en tredjedel av tykkelsen. Følgelig, hvis avfasingen er jevn, kan den være innenfor de angitte grensene.
- For riktig sikkerhet må sveiseinnretningen plasseres på et spesielt stativ. Ikke glem å sette riktig temperatur på to hundre og seksti grader Celsius (for å øke hastigheten på prosessen, kan du sette den til to hundre og åtti grader). Temperaturer lavere og høyere vil føre til tilkoblinger av dårlig kvalitet. Når du kjøper en loddemaskin, velg en modell med termostat.
- Rør og andre elementer legges på dysen med liten anstrengelse på grunn av den ganske imponerende radien. Du kan vri dem litt for å gjøre det lettere å ta på vedlegget. Samtidig bør du ikke legge rør på dysen helt til slutt, for ikke å smelte endene. Bruk en markør for å vite riktig dybde.
- Det er mulig å lage mat etter vekt bare etter å ha samlet alle hovedelementene.
Enkle rør av polypropylen kan ikke fungere under trykk; de bør brukes til kaldtvannsforsyningssystemer. Og under trykkforsterkede polypropylenrør. Før sveising må du fjerne små deler av armeringen med en barbermaskin.
Ikke plasser plastrør for nær varmekjelen. For dette brukes et metallrør med en lengde på mer enn en halv meter.
Konklusjon om temaet
Så som det viste seg, er det ikke så vanskelig for nybegynnere å bygge lodd av polypropylenrør.Det viktigste er litt øvelse.
Prøv det på små rørdeler, du vil raskt forstå alle finessene på farten. Lykke til!
mirotoplenie.ru
Loddeinstruksjoner
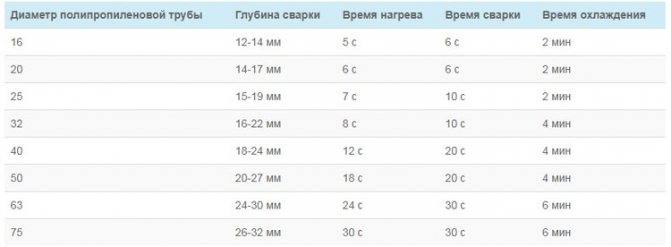
Selvsveising av plastrørledninger utføres ved hjelp av et kloakkprosjekt og i samsvar med GOST. For hvert materiale utføres lodding i samsvar med en viss temperatur, tabellen nedenfor hjelper deg med å velge de riktige verdiene:
| Diameter, mm | Oppvarming, sekunder | Sveising, sekunder | Kjøling, sekunder |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Trinnvise instruksjoner om hvordan du lodder plastrør i varmesystemer eller kobler til rørleggerarbeid:
- Du må installere spesielle dyser på sveiseenheten, for eksempel beslag for rør på 25 mm. Ved hjelp av tabellen bestemmes tidspunktet for oppvarming, temperaturen i henhold til standardene er på rundt 260 grader. Dette er den optimale parameteren for lodding av vanlig plast og forsterkede rør;
- Etter det forberedes andre VVS-verktøy. Sørg for å sjekke at kutteren er skjerpet før du kutter. For små diametre anbefales kuttet ikke i rett vinkel, men i 45 grader; Foto - loddesett
- Nå må du måle størrelsen på beslaget på røret og ta hensyn til et gap på 1 mm. Det må være til stede når du blir med. Merk det av kommunikasjon. Dette er veldig viktig, siden beslaget ikke kan skyves inn hele veien, etter at plasten er oppvarmet vil den utvide seg noe;
- Et beslag må plasseres på en forvarmet dyse, deretter må et rør settes inn i et annet hull i tilkoblingsdelen. Videre varmes pistolen opp og dysen varmes opp igjen i hele lengden; Foto - varmeelementer
- Det gjenstår å fjerne de oppvarmede delene forsiktig og koble dem til. Resultatet blir en sterk og forseglet montering med beslag;
- Den neste fasen av rørlodding inkluderer oppvarming av loddejernet, men først nå blir et stykke med beslag lagt på dysen, og den frie delen av kommunikasjonen settes inn i et annet hull;
- Etter oppvarming gjentas operasjonen: delene fjernes fra dysen og kobles til.
Når arbeidet er ferdig, må du vente på den angitte tiden for å avkjøle forbindelsen, noen mestere bruker også en hårføner for å øke hastigheten på prosessen.
Foto - hårføner for plast
Noen ganger kan ikke strykejern brukes, og elektriske koblinger er påkrevd. Driftsprinsippet deres er veldig likt det som er beskrevet ovenfor, den viktigste forskjellen er at for slik rørlodding blir hele apparatet oppvarmet fullstendig, og ikke dets individuelle dyser.
Før du begynner å sveise, er det viktig å avfette seksjonene, samt å rengjøre dem for støv og smuss. For å gjøre dette, tørk av beslaget og hylsen med alkohol på innsiden og røret på utsiden. Lodding gjøres på samme måte som nevnt tidligere.
Rørleggerens anbefalinger:
- Ikke bruk for mye trykk når du kobler røret til beslaget. Etter lodding blir plasten mer smidig, og på grunn av dette kan det oppstå rynker med høyt trykk inne i røret;
- Ikke la beslaget løpe fritt på røret;
- Vær nøye med oppvarmingstid og temperatur. Hvis du overskrider eller omvendt reduserer disse indikatorene, vil festet vise seg å være skjørt.
- Når du arbeider hjemme med vann- eller kloakkrør, må du ikke legge igjen et gap på 1 mm ved festepunktet, ellers vil det være lekkasjer i dette området.
www.kanalizaciya-stroy.ru
Sveisespesifikasjoner
Forbindelsen av to rør skjer ved hjelp av en festetilkobling:
- overflatene som skal sveises, varmer opp.
Samtidig skal de ikke smelte helt og miste formen. Deretter presses de godt oppvarmede produktene mot hverandre.
Mens innsiden av clutchen blir varm indre rom, i røret - eksternt. Denne prosessen skjer ved hjelp av et spesielt loddebolt.
Oppvarming er kortvarig til en temperatur på ikke mer enn + 260 grader Celsius.Paringsflatene skal bare smelte litt.
Verdt å vite! Hvis den maksimalt tillatte temperaturen overskrides, mister polypropylen kvaliteten. Mulig avvik fra normen - ikke mer enn +10 grader.
Enheten og driftsprinsippet til verktøyet for sveising av polypropylen
I dag er mange innenlandske og utenlandske selskaper engasjert i produksjon av utstyr for tilkobling av plastrør, som prøver å gjøre det så praktisk og effektivt som mulig i arbeidet. For dette er loddejern utstyrt med tilleggsfunksjoner, deres utseende, plassering av håndtakene og metodene for å feste dysene endres. Hovedelementene og nodene forblir imidlertid de samme (figur 1):
- termostat;
- varmeelement (varmeelement);
- kropp med håndtak;
- dyser.
I henhold til driftsprinsippet ligner apparatet for sveising av polypropylenrør et vanlig jern. For det første varmer elementet opp ovnen. Den avgir varmen til dysene, som varmer opp plasten til en viss temperatur, og oppnår derved den nødvendige viskositeten. Hele prosessen overvåkes av en termostat, ved hjelp av hvilken oppvarmingstemperaturen holdes innenfor de angitte grensene.
Påliteligheten til polypropylenforbindelsen avhenger direkte av termostatens stabilitet. Vanligvis er billige loddejern utstyrt med termostater av lav kvalitet. Dette fører til at plasten overopphetes eller undervarmes under sveiseprosessen. Som et resultat får du en dårlig forbindelse. Derfor bør du ikke spare på å kjøpe loddejern. Når du velger et verktøy for lodding av polypropylen, er det nødvendig å foretrekke utstyr med jevn temperaturkontroll og nøyaktig kalibrering.
Kort introduksjon
Slike rør er, som vanlig, forbundet med en metode som kalles stikkontakt eller stikkontakt sveising, siden arbeidet utføres ved hjelp av beslag eller koblinger.
Dette tilrettelegges av de mange positive tekniske egenskapene, nemlig:
- styrke (kompresjonsbeslag for metall-plastrør),
- pålitelighet,
- lang levetid,
- lave kostnader.
De brukes til å legge rør, både for kaldt og varmt vann, i en åpen og lukket metode.
For disse formål brukes et spesielt apparat. - "jern" eller "loddejern".
Den består av to dyser, den ene er for en montering (om krymping for kobberrør er skrevet her), den andre er for et rør.
Forsterkede produkter er av to typer:
- vanlig,
- forsterket.
Hvis det er nødvendig å sveise forsterkede hule gjenstander, fjernes det forsterkede laget først fra dem med et spesialverktøy.
Før du begynner å sveise, er det verdt å utføre forberedende arbeid. Hva er de?
Vet du hvilken urinal du skal kjøpe? Formålet med hygieneutstyr for barn er beskrevet i en nyttig artikkel.
Installasjonen av avløpsanlegg i plast er beskrevet på denne siden.
Før du starter arbeidet, må du sørge for at du har de nødvendige verktøyene (om enheten for sveising av HDPE-elektrosveisede koblinger er skrevet på denne siden).
Sveiseenheten er dyr (flere tusen rubler). I din lokalitet bør det være bygge- eller installasjonsorganisasjoner der du kan leie utstyr.
Det er mye mer lønnsomtenn å kjøpe enheten (du trenger det kanskje bare en gang). Så hvorfor betale ekstra penger?
Når du kjøper en enhet eller leier den, må du kontrollere om alle vedleggene er på lager. Ellers kan enheten bli ubrukelig.
Tipsene er vanligvis laget av teflon.... De kommer i en rekke størrelser, slik at du kan jobbe med forskjellige rørstørrelser.
I tillegg til stryking trenger du:
- Kutter (saks) for rør... I de fleste tilfeller følger dette tilbehøret med loddejernet.
Men hvis den ikke er der, må du kjøpe den separat. - For å fjerne folie med forsterkede propylenrør, trenger du barbermaskin.
Dessuten gjøres stripping noen ganger med et håndvendt verktøy.Du må jobbe veldig nøye med et mekanisk verktøy, fordi polypropylen lett kan bli skadet.
Bor er festet i stedet for boret. Med deres hjelp kan det indre og ytre forsterkede laget enkelt fjernes.
- Et middel som overflaten blir avfettet med.
- Regel.
- Kniv.
- Målebånd.
- Fil.
- Fester.
Beslag produseres i et bredt spekter, som lar deg koble til polypropylenrør uten sveising (skrevet her).
Du må velge dem, styrt av konfigurasjonen av strukturen og antall tilkoblinger.
Rette rørdeler er forbundet med koblinger; når du snur linjen, brukes firkanter.
Hvis du trenger å koble til et metallrør eller en rørleggerenhet, bruk gjengede fagforeninger eller spesielle beslag for å koble polypropylenrør til metallrør (skrevet i denne artikkelen).
Vet du hvordan du drenerer regnvann fra taket på huset? Beskrivelsen av arbeidet og utformingen av stormavløpet er beskrevet i en nyttig artikkel.
Hvor mye et autonomt kloakkanlegg koster i et privat hus er skrevet her.
På siden: https://ru-canalizator.com/santehnika/s-oborudovanie/otoplenie-doma.html står det skrevet om oppvarming av et privat hus med varmepumpe.
Viktige råd! For å gjøre det lettere å tegne et diagram over den fremtidige rørledningen, må rekkevidde og antall fester tenkes ut på forhånd.
Det første trinnet er å ta hensyn til kvaliteten på rørene.
De skal ha vegger av samme tykkelse uten det minste tegn på feil. Det er også verdt å inspisere beslagene for sprekker og andre mangler.
Hvordan velge et jern for sveising av polypropylenrør
Når du kjøper et verktøy for lodding av polypropylen, må du være spesielt oppmerksom på følgende egenskaper:
- makt;
- et sett med dyser;
- komplett sett;
- produsent.
Kraft er den viktigste tekniske egenskapen til loddejernet, der den maksimale diameteren på de tilkoblede elementene avhenger, så vel som tidspunktet for oppvarming, og følgelig sveisehastigheten. Det bør imidlertid tas i betraktning at når du kjøper et verktøy, trenger du ikke å jage strøm, siden prisen på utstyr også øker med økningen.
Når du velger en enhet for lodding av polypropylenrør når det gjelder kraft, er det nødvendig å multiplisere diameteren på de tilkoblede elementene med 10.
Som et resultat vil du få verdien av verktøyets minimumseffekt. For eksempel, hvis du må koble rør med et tverrsnitt på 40 mm når du designer et varmesystem, må du i dette tilfellet kjøpe et loddejern med en kapasitet på minst 0,4 kW. For å utføre reparasjonsarbeid i leiligheten eller i ditt private hus, vil det være nok jerneffekt på 0,7 kW. Hvis du planlegger å bruke loddejern til profesjonelle formål, når rørdiameteren kan nå 100 mm, anbefales det å kjøpe en enhet med en effekt på opptil 2 kW.
Et sett med vedlegg. Dyser av høy kvalitet for lodding av polypropylenrør må oppfylle følgende betingelser:
- ha god varmespredning;
- har høy mekanisk styrke;
- opprettholde størrelsen når temperaturen synker.
Nesten alt moderne utstyr for rørsveising har muligheten til å bruke flere dyser med forskjellige diametre samtidig. Dette lar deg redusere tiden for installasjonsarbeid betydelig, siden det ikke er behov for å vente til dysen er avkjølt for å erstatte den.
Strukturelt består alle dyser av to deler: for utvendig (hylse) og intern (dorn) oppvarming av polypropylen (fig. 2).Enhver legering som oppfyller alle kravene som er presentert ovenfor, kan brukes som fremstillingsmateriale. Ved fremstilling av tilbehør for å øke styrke og holdbarhet brukes forskjellige belegg. Oftest er det teflon, som også har en ikke-klebende egenskap, slik at den oppvarmede plasten ikke vil feste seg til festene.
Et sett for sveising av polypropylenrør kan ha følgende komplette sett:
- Fullstendig. Perfekt for en profesjonell sveiser. Pakken inkluderer en sveisemaskin, en skiftenøkkel for dyser, et komplett sett med dyser og tilleggsverktøy som letter installasjonsarbeidet (kutter, målebånd osv.).
- Gjennomsnitt. Den inkluderer en sveisemaskin, en skiftenøkkel og ofte brukte dyser (20, 25, 32 og 40 mm). Hvis du trenger andre beslag for sveising av rør, kan de kjøpes separat.
- Minstekrav. Bare loddejern for sveising og en skiftenøkkel for dyser er inkludert. Et slikt sett har en relativt lav pris og er perfekt hvis du trenger å lodde rør med samme diameter.
Produksjonsfirma. På markedet for rørleggerutstyr er det loddejern for lodding av polypropylenrør fra forskjellige produsenter. Blant dem er det første stedet når det gjelder byggekvalitet og brukervennlighet okkupert av tsjekkiske og tyske verktøy. Det skal bemerkes at det er ganske dyrt, så det anbefales å kjøpe det bare for profesjonelt arbeid.
Tyrkiske og innenlandske modeller av loddejern er billigere enn deres tyske og tsjekkiske kolleger, men deres tekniske egenskaper er noe dårligere. For privat bruk er slikt utstyr best egnet. Kinesisk-produserte loddejern er de rimeligste, men lave kostnader betyr ofte en kort levetid.
Hvis du trenger et loddejern for en enkelt reparasjon, er kinesiske modeller det beste alternativet.









Hva du skal se etter når du kjøper et sett for lodding av polypropylenrør
Kjøpet av ett eller annet loddejern til polypropylenrør er basert på tre indikatorer:
- kostnadene for sveiseinnretningen;
- loddejernets varmeeffekt;
- formen på varmeelementet (jern eller sylinder).
Avhengig av kostnadene presenteres valget av loddejern for polypropylenrør i tre kategorier:
- et sett loddebolter i budsjettsegmentet - kinesisk og innenlandsk produksjon;
- Tyrkiske sett er litt høyere i verdi;
- de dyreste settene med loddejern er fra europeiske produsenter. Tysk og tsjekkisk er spesielt populære.
Før du bestemmer deg for hvilke loddejern for polypropylenrør som er bedre, må du forstå - for hvem det er kjøpt.
Hvis du trenger å montere en polypropylenrørledning hjemme, bør du være oppmerksom på utstyret til det første segmentet. Sikkerhetsfaktoren til delene av slike sett vil takle installasjonen av to komplette rørsystemer, uavhengig av om en sylinder eller et jern brukes som varmeelement. Enheten er enkel å betjene og kan deretter brukes til delvis installasjon eller mindre reparasjoner (for eksempel sveising av en rørdel).
Råd! Hvis lodding av rørledningen er en inntektskilde for deg, og ikke et engangsbehov, må du kjøpe et europeisk produsert jern.
Hovedforskjellen mellom kinesisk utstyr for lodding av polypropylenrør og tsjekkisk utstyr er ikke påliteligheten til komponentene, men i dets evne til å opprettholde temperaturen på det opprinnelig spesifiserte nivået. Etter en tid når graden av feil på kinesiske loddejern ti grader, på grunn av hvilken integriteten til sømmen blir brutt, noe som ikke kan kontrolleres visuelt umiddelbart etter endt sveising.

En modell fra et budsjettområde vil være ganske nok for en håndverker.
I begynnelsen av sin karriere vil en nybegynner håndverker kunne bruke en enhet for lodding av polypropylenrør fra tyrkiske produsenter i det midterste prissegmentet. Selv etter flere måneders aktiv bruk er feilamplituden bare et par grader. Når det gjelder kostprisen og den endelige sveisekvaliteten, er det mye mer lønnsomt for en rotasjonsarbeider å kjøpe og bruke to eller tre tyrkiske loddejern enn en enhet produsert i Tyskland.
Ansatte i selskapet som hele tiden er engasjert i installasjon og reparasjon av propylenrørledninger, er det tilrådelig å kjøpe et dyrt høykvalitets loddejern for rørsveising. Den er i stand til å jobbe mye lenger uten avvik i loddetemperaturen. Derfor er tyske produkter anerkjent som de beste for polypropylenrør.
Etter anbefalingene er det lettere å bestemme hvilket loddekolbe som skal velges for en polypropylenrørledning.
Loddeteknologi for polypropylenrør
Lodding av plastrør er ganske enkelt. Det viktigste er å observere temperaturregimet og oppvarmingstiden til materialet. Først er loddejernet installert på et bord eller en annen pålitelig base, hvoretter en dyse av den nødvendige delen er festet til den med en nøkkel. Deretter stilles ønsket temperatur på enheten, som den varmes opp i ca. 10 minutter.
Deretter plasseres endene på rørene som skal kobles til og koblingselementet (vinkel, kobling, MPH, MPV) på dysen. Etter noen sekunder (holdetiden avhenger av kraften til loddejernet og diameteren på rørene) fjernes plastproduktene fra dysene og kobles til hverandre.
Det er ikke noe vanskelig å velge loddejern til lodding av polypropylen. Det viktigste er å vite for hvilket formål du trenger det. Og hvis du følger alle reglene for drift når du arbeider med verktøyet, kan du være sikker på at slikt utstyr varer utover garantiperioden.
expertsvarki.ru
Hvordan velge en sveisemaskin
Du bør ta hensyn til viktige punkter som:
- enhetseffekt,
- produsentfirma,
- utvalg av tilbehør som er inkludert i settet.
Legge merke til! Omtrent effekten skal være 10 ganger diameteren som skal sveises (i mm). Derfor er bruken av vedlegg begrenset av enhetens maksimale effekt.
Huske! Du bør ikke være sikker på at de tekniske parametrene til et billig "jern" nøyaktig vil samsvare med dataene som er oppgitt i passet.
Spesielt må du være oppmerksom på kinesiske produsenter.
Mye avhenger av byggekvaliteten.
Dette er enkelt å bekrefte:
- Hvis enheten har to varmeelementer som slås på uavhengig av hverandre, indikerer dette mest sannsynlig upåliteligheten og dårlig kvalitet på loddejernet.
Hvis du kjøper en slik enhet, vil du sannsynligvis finne feil i arbeidet under sveising.
Hvert instrument må ha en termostat.
Det er best hvis det er av elektronisk type med en innebygd sensor for å overvåke minimumsfluktuasjoner i temperaturen på de oppvarmede overflatene.
Regulatoren vil også være i stand til å kontrollere graden av oppvarming, og derfor justere spenningen.
På denne måten er det mulig å oppnå optimal samsvar med temperaturregimet og varme opp de tilstøtende elementene jevnt (les hvordan du kobler til polypropylenrør uten lodding her).
Som et resultat vil du ha en sveiset skjøt med høy styrke.
Det finnes også regulatorer av kapillartypen..
De har et ganske enkelt driftsprinsipp, men det består av følgende:
- når oppvarmingen når den innstilte temperaturen, vil mekanismen slå seg av,
- når den avkjøles, vil den slå seg på igjen.
Temperaturområdet i dette tilfellet kan nå - 100 grader.
Den tredje sensortypen er et bimetallrelé.
På grunn av den store størrelsen er det ikke mulig å installere armaturen ved siden av den oppvarmede overflaten.
Til slutt viser sveisen seg å være av dårlig kvalitet på grunn av utilstrekkelig oppvarming eller smelting av det nødvendige rørområdet.
Derfor anbefaler ikke eksperter å bruke denne enheten til sveisere uten arbeidserfaring.
Huske! Hvis du bare bruker sveisemaskinen en gang, må du ikke kjøpe verktøy av lav kvalitet.
Det er bedre å leie et profesjonelt loddejern.
Du vil ikke ha noen problemer med det, og skjøtesømmene vil vise seg å være stramme og holdbare.
Sveisemaskiner er av to typer:
- Håndbok,
- stasjonær.
Ved hjelp av en håndholdt enhet kan du utføre arbeid på vanskelig tilgjengelige steder uten vanskeligheter og begrensninger.
Men bare en erfaren spesialist vil være i stand til å sentrere parringen av deler nøyaktig.
Det stasjonære apparatet har imponerende vekt og dimensjoner.
Men med hjelpen kan du utføre sentrering av høy kvalitet, og hvordan du klargjør overflatene før du blir med.
Ved hjelp av dette verktøyet festes de sveisede delene ordentlig til de avkjøles helt og har stivnet.
Kostnaden for slike enheter er ganske høy..
Derfor er det bare fagpersoner som bruker dem.
Spesifisitet av loddede polypropylenrør
Loddeprosessen utføres på grunn av materialets uttalt termoplastiske egenskaper. Polypropylen mykner ved oppvarming - den får en tilstand som ligner på plastilin.
Generell beskrivelse av teknologi
Å bringe materialet tilbake til normal temperaturbakgrunn bidrar til herdingen av strukturen til en normal tilstand. Disse egenskapene har blitt den viktigste teknologien for lodding, som på fagspråket kalles polyfusjonssveising.
I praksis brukes to metoder for å feste delene som skal sveises:
- Kobling.
- Rett.
Den første sveiseteknikken viser hvordan du kan lodde polypropylenrør ved hjelp av et formet stykke - en hylse eller et rør med større ytre diameter. Vanligvis loddes plastrør på denne måten, hvis diameter ikke overstiger 63 mm.
Prinsippet om å sveise to deler, i dette tilfellet, er basert på å smelte en del av røret langs den ytre omkretsen og en del av hylsen langs det indre området. Da passer begge delene tett.
Den andre metoden - direkte kontakt, er basert på det samme prinsippet om å smelte små seksjoner av plastrør med deres påfølgende sammenføyning. Men i denne versjonen fungerer to rør med samme diameter som støtende elementer, og de er forbundet med endeflatene. Denne, ved første øyekast, ukomplisert metode for lodding av polypropylen krever høy nøyaktighet i behandlingen av skjøtearealene og nøyaktig installasjon av to deler langs aksene under loddingen.
Sammen med de angitte "varme" teknologiene praktiseres også teknikken med "kald" lodding. Her, som en aktiv loddekomponent, brukes et spesielt løsemiddel som kan myke opp strukturen av polypropylen. Imidlertid skiller denne teknikken seg ikke med høyt popularitet.
Loddemaskiner for sveising av rør
Både koblingen og den direkte teknikken krever at plastrørene loddes med spesielle sveisemaskiner. Strukturelt er loddeteknikken noe som et elektrisk jern. Grunnlaget for enhetene er et massivt varmeelement av metall, på overflaten som det er installert avtagbare dyser - metallemner med forskjellige diametre.
For rørsveising har loddemaskinene økt kompleksitet. Vanligvis inkluderer slikt utstyr ikke bare et varmeelement, men også et system for sentrering av delene som skal sveises. Som regel brukes direkte sveiseutstyr sjelden i hjemmet, som selve teknologien. Prioriteten ved bruk her er industrisektoren.
I tillegg til loddejern, vil mesteren også trenge:
- saks for polypropylen (rørskjærer);
- konstruksjon tape;
- låsesmedens firkant;
- barbermaskin (for rør med forsterkning);
- markør (blyant);
- overflateavfettingsmiddel.
Siden det utføres arbeid på høytemperaturutstyr, er det viktig å ha tette arbeidshansker på hendene.
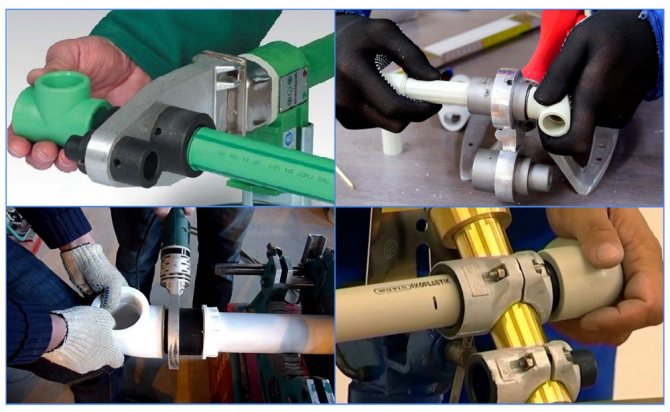
Fremgangsmåte for sveising av polypropylen
Viktig advarsel! Sveisearbeid på polymere materialer bør utføres under forhold med god ventilasjon av rommet. Når polymerer blir oppvarmet og smeltet, frigjøres giftige stoffer, som i en viss konsentrasjon har en alvorlig effekt på menneskers helse.
Det første trinnet er å forberede seg på arbeidet:
- Installer emner med ønsket diameter på varmeplaten.
- Sett temperaturregulatoren på loddejernet til 260 ° C.
- Forbered parringsdelene (merke, fasing, avfetting).
- Slå på loddestasjonen.
- Vent til driftstemperaturen er nådd (den grønne indikatoren tennes).
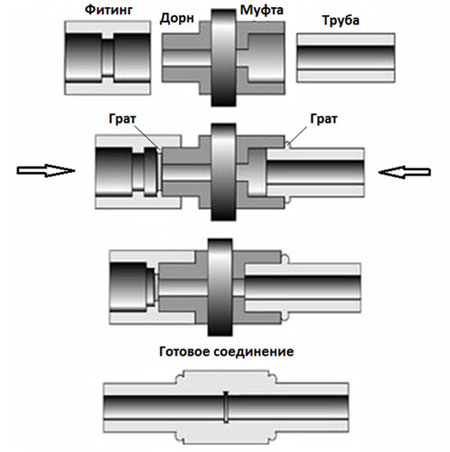
Skyv sammenkoblingsdelene (rørkobling) samtidig på emnet på loddestasjonen. I dette tilfellet skyves polypropylenrøret inn i det indre området av et emne, og hylsen (eller muffen til den formede delen) på den ytre overflaten av et annet emne.
Vanligvis settes endene av røret inn langs grensen til den tidligere merkede linjen, og hylsen skyves på til den stopper. Når du holder polypropylendeler på oppvarmede emner, bør du huske en viktig nyanse av teknologien - holdetiden.
Hvis tidsforsinkelsen er utilstrekkelig, er det en risiko for å oppnå en lav grad av diffusjon av materialet, noe som vil påvirke kvaliteten på krysset. Hvis smeltetiden er for mye, fører dette til deformasjon av konstruksjonen av delen og garanterer heller ikke lodding av høy kvalitet. Det anbefales å bruke tabellen, som indikerer den optimale tidsverdien for rør med forskjellige tekniske parametere.
Loddetidsplan for polypropylenrør
Etter å ha holdt delene på emnene i en optimal tidsperiode, fjernes de og sammenføyes raskt av de oppvarmede delene. Sammenføyningsprosedyren må utføres nøyaktig, raskt (når det gjelder tid i tabellen), mens du observerer justeringen av delene som skal loddes. Det er tillatt å gjøre mindre justeringer langs aksene (innen 1-2 sekunder), men det er uakseptabelt å rotere delene, den ene i forhold til den andre.
Det bør bemerkes: den angitte tiden for lodding av polypropylenrør kan justeres avhengig av arbeidsforholdene og materialets parametere. For eksempel, hvis installasjonen utføres ved omgivelsestemperaturer under null, øker naturligvis de spesifiserte hastighetene til 50% av det nominelle. For hver separat tatt ikke-standardbetingelse velges oppvarmingstiden etter testlodingsmetoden.
Dokkingsprosess
Før du kobler loddejernet til nettverket, må det plasseres på et trygt sted der det ikke vil forstyrre dine handlinger.
Deretter festes apparatet og dyser av visse størrelser settes på det.
Bare etter alle de ovennevnte manipulasjonene, er enheten koblet til stikkontakten.
Den skal i det minste varmes opp, på 10 - 15 minutter.
Hvordan vet du om mekanismen er klar til arbeid? Dette vil bli indikert av en lysindikator.
Det viktigste for en lekmann å forstå er:
alle handlinger må utføres tydelig og sakte, i tillegg til at du følger trinnene dine.
Hvis du skal gjøre denne typen arbeid for første gang, for bedre forståelse av prosessen, øv på små unødvendige rørklipp.
Følg den grunnleggende regelen for lodding av polypropylenprodukter - først må du sette en beslag på dysen (for HDPE-rør for kaldt vannforsyning), og først etter at røret settes inn i en annen dyse.
Nedtellingen begynner etter at begge delene som skal kobles til, er på sveisemaskinen. Hvor lang tid det tar å smelte produktet, avhenger av tverrsnittet av røret.
Innstilt tid har gått? Fjern beslaget og røret fra dysen og legg dem til raskt. Du må også justere røret umiddelbart etter ønsket akse.
Huske! Polypropylen stivner i løpet av 4 - 6 sekunder.
Men du trenger ikke å slippe rørene med en gang.
Tilkoblingen må holdes for hånd i minst 30-40 sekunder.
Fullstendig avkjøling av noden in vivo skjer på 3-4 minutter.
For å være sikker på at plasten eller den sveisede skjøten ikke blir skadet, må du ikke la dem avkjøles unaturlig.
Huske! Tilkoblingsdetaljene varmes opp fra innsiden, og rørene - fra utsiden.
Denne regelen kan ikke ignoreres. Ellers vil skjøten være skjør og raskt falle fra hverandre.
Lodding av rør med forsterkning
La oss vurdere hvordan du skal lodde forsterkede polypropylenrør. Fjerning av beskyttelsesmaterialet er obligatorisk her. Tilstedeværelsen av et forsterket lag (aluminiumsfolie) i rørkonstruksjonen krever ytterligere oppvarming. Men det er ikke poenget.
Vanligvis har disse produktene en overdimensjonert diameter og passer ikke til standard loddetinnspisser. De må rengjøres før loddeprosessen. Unntaket er glassfiberarmerte rør. De loddes på en standard måte.
Gitt forskjellige teknologier for forsterkning av polypropylenrør, brukes forskjellige behandlingsmetoder før lodding. Tradisjonelt brukes en sever for stripping.
Dette navnet har en spesiell enhet i form av en metallhylse med kniver. Schweier legges på endedelen av røret som skal loddes, og det forsterkede laget skrapes av med roterende bevegelser rundt røraksen for å rengjøre plast.
Hvis det forsterkede laget er plassert i den midtre delen av veggen til plastrøret, er det mer rimelig å bruke et annet verktøy for bearbeiding - en plastrørstrimmer.
Enheten er ikke mye forskjellig fra skåret, med unntak av plassering og utforming av skjæreelementene. Etter bearbeiding med et vendt verktøy, blir endedelen av røret justert langs enden, pluss en del av det forsterkede laget er kuttet til en dybde på 2 mm langs hele omkretsen. Denne behandlingen gjør det mulig å lodde uten feil.
Eksisterende rør sveisemetoder
Som allerede funnet ut, for å sveise rør, trenger du spesialutstyr. Men i tillegg til at de kan tilberedes ved en viss oppvarmingstemperatur, er det også en kaldtilkoblingsmetode. Nå er det på tide å finne ut alle eksisterende sveisemetoder.
Diffus måte
Den mest pålitelige sveisen oppnås med diffusjonslodding. Metoden er anvendbar for sammenføyning av bare homogene materialer. Utstyret som brukes er det samme loddejernet med dyser. Når oppvarmingen av verktøyet når de angitte parametrene, smelter kanten av røret og beslaget. Ved sammenblanding blandes polypropylenet til begge emnene med hverandre, og etter størkning dannes en helhet.

Bell-metoden
Lignende utstyr brukes til metoden for stikkontaktlodning. En bestemt oppvarmingstemperatur stilles inn på loddejernet, og dysene velges i henhold til diameteren på arbeidsemnene som sveises. Rør blir kuttet i rett vinkel, og i forsterkede produkter, for eksempel for oppvarming, fjernes metallaget i tillegg. Endene som skal settes sammen, settes inn i jerndysene, der riktig oppvarmingstemperatur er innstilt. Etter smelting av kanten er de to arbeidsemnene koblet sammen uten å endre posisjon før sømmen er helt avkjølt.
Butt-metoden
Butt lodding metoden kan brukes på rør med stor diameter. Loddejernet er utstyrt med et flatt sveisespeil. Når den innstilte temperaturen er nådd, smelter speilet rørendene kuttet i rett vinkel. To emner presses mot hverandre av en spesiell mekanisme og får tid til å kjøle seg ned. Sveisesømmen får mekanisk styrke ved å blande polypropylen på begge arbeidsstykkene og presse de smeltede kantene godt.
Koblingssveisemetode
I denne metoden brukes spesialutstyr til å sveise to ender av rør - elektrofitting. Inne i koblingen, sett inn to ender av et rør som er kuttet i en jevn vinkel.Spenning tilføres fra strømforsyningen til elektrofitting. Når oppvarmingstemperaturen når optimale verdier, sveises arbeidsemnene sammen.
Polyfusion-metoden
Denne metoden ligner den diffuse loddemetoden. Forskjellen er at bare ett av de to arbeidsstykkene som skal skjøtes, varmes opp med et loddejern.
Kald måte
Den kalde tilkoblingen av polypropylenrør er egnet for rørledninger til hjemmet med lavt arbeidstrykk. Lodding skjer på grunn av limløsningen. De behandler kanten av røret og innsiden av beslaget, hvoretter delene er koblet til.

Innvirkning av feil på sveisekvaliteten
Sakte, nøye vurderte handlinger er en garanti mot feil som kan oppheve alt arbeidet. Alle de små tingene med loddeteknologi bør tas i betraktning og ikke et skritt unna dem.
Vanlige feil som resulterer i defekte noder i det installerte propylen vannforsyningsnettet:
- Røroverflaten er ikke renset fra fettfilmen.
- Skjæringsvinkelen til de sammenkoblede delene avviker fra verdien 90º.
- Løs passform av rørenden i beslaget.
- Utilstrekkelig eller overvurdert oppvarming av delene som skal loddes.
- Ufullstendig fjerning av det forsterkede laget fra røret.
- Korrigering av posisjonen til deler etter at polymeren har stivnet.
Noen ganger på materialer av høy kvalitet gir ikke overdreven oppvarming synlige ytre feil. Imidlertid bemerkes indre deformasjon når smeltet polypropylen lukker den indre rørpassasjen. I fremtiden mister en slik enhet ytelsen - den tetter seg raskt og blokkerer vannstrømmen.
Hvis kuttvinkelen til endedelene avviker fra 90 °, i enden av delene, ligger endene på rørene i et skrått plan. Det dannes en feiljustering av deler, noe som blir merkbar når en linje på flere meter lang allerede er montert. Ofte, av denne grunn, må du gjøre om hele forsamlingen igjen. Spesielt hvis rør legges i spor.
Dårlig avfetting av paringsflater bidrar til dannelsen av "avvisningsøyer". På slike punkter forekommer ikke polyfusjonssveising i det hele tatt eller bare delvis. For en stund fungerer rør med lignende feil, men når som helst kan det dannes et vindkast. Feil assosiert med løs passform av røret inne i beslaget er også vanlig.
Et lignende resultat er vist for skjøter laget med ufullstendig rengjøring av armeringslaget. Som regel er et rør med forsterkning installert på høytrykksledninger. Resterende aluminiumsfolie skaper et berøringsfritt område i loddeområdet. Dette området blir ofte en kanal som vannet presses ut gjennom.
En grov feil er et forsøk på å korrigere elementene som sveises med å bla rundt aksen i forhold til hverandre. Slike handlinger reduserer effekten av polyfusjonssveising drastisk. Likevel dannes det på noen punkter en søm, og en såkalt "tack" oppnås. Med en liten bruddkraft holder "tack" forbindelsen. Så snart du setter forbindelsen under trykk, vil spissen umiddelbart falle fra hverandre.
Tilkoblingsmetoder
Sveising av propylenrør utføres på to måter - stikkontakt og rumpe... For å unngå feil, må du følge reglene, og overholdelse som garanterer skaper en sterk søm.
Vanlige feil i stikkontakt sveising
Sokkelsveising av PP-rør forbinder deler av systemer med elementer med liten diameter... En slik tilkoblingsmetode, tilgjengelig med egne hender selv for nybegynnere, anses å være mer stabil og pålitelig enn stussveising, fordi selve naturen (røret er plassert i beslaget) garanterer høy styrke for monteringen; bruken av en hjelpeverktøy for sentrering av delene er ikke nødvendig.
Under sveisingen blir overflatene til de tilkoblede elementene (innvendig montering, ytre rør) oppvarmet og smeltet ved hjelp av et loddesett, eller uten loddejern ved hjelp av en annen oppvarmingsanordning, som monterer oppvarmede deler (senker røret i beslaget ) og venter på at enheten skal avkjøles.
Hvordan velge en maskin for sveising av polypropylenrør, les artikkelen på nettstedet vårt.
Det er viktig å unngå følgende feil:
- Utilstrekkelig etterbehandling av røret når det settes inn i stikkontakten før oppvarming, noe som kompliserer monteringen av enheten og fører til dannelsen av et svakt punkt.
- Overstiger den nødvendige dybden for innsetting av røret i beslaget før oppvarming, og bruker for mye kraft. Kanten av røret svinger innover, passasjen smalner, det opprettes et hinder for fri strøm av vann.
- Unnlatelse av å bringe de tilstøtende elementene til stopp, på grunn av hvilke forbindelsen deres viser seg å være for svak.
- Overdreven oppvarming av elementene på grunn av en økning i oppvarmingstiden eller for høy loddetemperatur. Det er tap av den nødvendige stivheten til delene, noe som kompliserer eller gjør det umulig for videre montering.
- Underoppheting av tilstøtende elementer på grunn av lav temperatur på enheten eller for kort oppvarmingstid. Av denne grunn smelter ikke overflaten på delene nok med hverandre, og tilstrekkelig tetthet er ikke sikret ved sveisepunktet.
- For langt tidsintervall mellom fjerning av elementer fra oppvarming og begynnelsen av monteringen, som et resultat av at temperaturen på delene blir under den viskøse strømningsgrensen. Dette fører til utilstrekkelig fusjon av elementene med hverandre eller til umuligheten av montering.
- Kutting av røret i strid med vinkelrett på enden av produktets lengdeakse. Som et resultat, passer ikke elementet tett inntil beslagets indre stopp.
- Feiljustert sammenføyning av røret med stikkontakten fører til deformasjon av forbindelsen, brudd på jevnhet og tap av tetthet.
Det anbefales å bruke tabellen for å bestemme nøyaktig oppvarmingstid og hvor lenge delen skal holdes.
Feil ved sveising av polypropylenrør i stikkontakten fører til brudd på integriteten til forbindelsen, fører til dannelsen av svake soner i rørledningen, som blir ødelagt av et skarpt kortsiktig trykkhopp. Disse tilsynene korrigeres med et rørreparasjonssett.
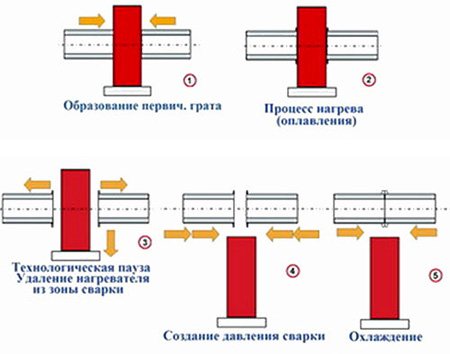
Butt-teknologi
Butt sveising av polypropylenrør består i å bringe kantene til å smelte ved hjelp av et varmeapparat, komprimering til sømmen avkjøles helt... Metoden krever ikke bruk av hjelpeforbindelseselementer, og hvis teknologien opprettholdes, er den høye styrken på stødfugen sikret. Arbeidssekvensen er som følger:
- vendt;
- rengjøring av krysset;
- varmeapparat maskin;
- reflow;
- etablering av sveisetrykk;
- kjøler ned.
Butt-sveising av polypropylen brukes hovedsakelig til montering av rette seksjoner av industrielle rørledninger.
Konklusjoner og nyttig video om temaet
Profesjonelle har alltid mye å lære. Hvordan jobbe med polypropylen kan sees i følgende video:
Installering av polymerrørledninger ved varm lodding er en praktisk og populær teknikk. Den brukes med hell i installasjonen av kommunikasjon, inkludert på husholdningsnivå. Videre kan personer uten erfaring bruke denne sveisemetoden. Det viktigste er å forstå teknologien riktig og sikre at den blir nøyaktig implementert. Og teknologisk utstyr kan kjøpes billig eller leies.
sovet-ingenera.com
Loddeverktøy for polypropylenrør
Å jobbe krever:
- Roulette og blyant (markør) for å merke deler, nivå - for å kontrollere strukturen som helhet.
- Rørsaks og skrapeverktøy for kantene på sveisede deler med det vanlige navnet "stripping". Stripping er forskjellig i formål og type: det er barbermaskiner (kantrengjøring, fasing) og fasetter (kutter armeringen til loddedybden) i sylindriske legemer, det er et verktøy med bor for å rengjøre rørkanten.
- Loddejern for polypropylenrør.
- PPE: tykke hansker eller hansker.
I tillegg trenger du et generelt konstruksjonsverktøy for å installere rørklemmer på veggene: en stansemaskin, en hammer, en skrutrekker.
Klargjøring av arbeidsstykker for lodding
Korrekt fulgt sveiseteknologi av polypropylenrør er bare 50% av suksessen. Før du lodder arbeidsemnene, må de være klargjort.
Instruksjonen er ganske enkel og består av flere anbefalinger:
- Arbeidet begynner med å måle den nødvendige lengden på røret med merkingen av kuttet. Rørstykker blir kuttet i henhold til merkene som er påført med skarp saks. For enkelhets skyld i rekkefølgen på plasseringen, for eksempel i varmesystemet, kan de merkes med en markør for ikke å bli forvirret.
- Kantene på de forsterkede rørene rengjøres med en symaskin. Med dette verktøyet fjernes det øvre og metallaget av røret, ellers vil folien til slutt ødelegge loddestedet. Glassfiberarmerte rør krever ikke stripping.

- Kantene på røret og innsiden av beslaget avfettes med en alkoholløsning og kontrolleres for feil eller forurensning. En markør på røret markerer dybden av innføring i beslaget. Under lodding vil dette merket tjene som en begrenser.

Etter å ha klargjort alle delene, kan du slå på loddebolten og begynne å lodde rørledningen.
Hvordan velge et loddejern til polypropylenrør og andre verktøy
- For en liten mengde arbeid (DIY-reparasjon) kan du kjøpe de billigste loddejernene - de er ganske nok for 2 ... 3 soldater. Det er bedre å ta teflonputer av høy kvalitet for oppvarming av deler.
- For profesjonell bruk vil en billig modell ikke fungere. For store mengder lodding kreves bare en profesjonell sveisemaskin med et stort sett med høykvalitets elektroder.
- Saks. Profesjonell saks gir et nesten rett, vinkelrett kutt, men er dyrt. Det er bedre å kjøpe dem til rør med en diameter på 40 mm, hvis lodding krever maksimal samsvar med dimensjonene og kvaliteten generelt. Enkel billig saks gir nesten aldri et ideelt plan - når du bruker dem, kuttes røret i en vinkel på 10 ° ... 15 ° i forhold til det ideelle kuttet. For små diametre er dette ikke skummelt: rør med liten diameter og tynn vegg varmes opp nok, avbøyningen påvirker ikke loddingen.
- Strippeverktøy. En profesjonell rørlegger må ha det. En hjemmelaget håndverker som selger plastrør opp til maksimalt 25 mm i diameter, kan klare seg uten det.
Forberedelse av rør
Før arbeid påbegynnes, må polypropylenrør kappes forsiktig med spesielle sakser, en baufil eller en rørkutter.
Alle disse verktøyene kan brukes til å kutte hule gjenstander.
Såing må gjøres strengt i rette vinkler.
Ellers vil tomme mellomrom dukke opp under docking, og dette vil føre til et trykkfall i systemet.
Neste trinn er å fjerne røret fra rusk og avfasning fra utsiden.
Dette gjøres med en avfasing i en vinkel på 30 - 45 grader. Rør med lite tverrsnitt er ikke underlagt denne prosedyren.
Installasjon av polypropylenrør
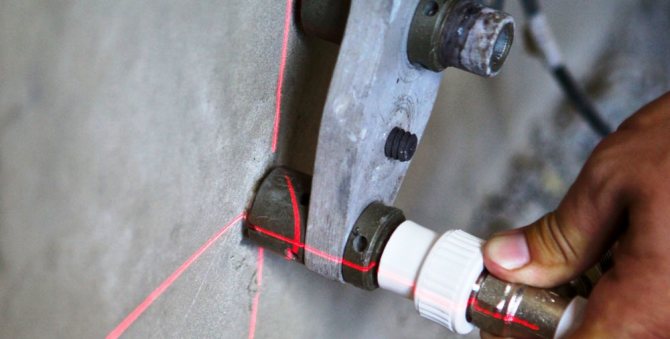
Før du installerer rørledningen, merker du festestedene, monterer klemmene - denne operasjonen utføres før lodding av polypropylenrørene.
Forbered delene som skal loddes:
- Røret kuttes alltid med en margin for loddesoner (se tabell) for et bestemt avsnitt. Delene blir aldri kuttet samtidig. I løpet av arbeidet akkumuleres alltid målefeil. Hvis du respekterer dimensjonene, vil du ikke avvike mye fra de planlagte dimensjonene, men du kan akkumulere 1 ... 2 ekstra centimeter (både negativt og positivt). Det anbefales å lage en margin i tilfelle lokale avvik: under lodding kan konfigurasjonen av systemet endres, og dimensjonene til strukturen som skal loddes, endres.
- De forberedte delene rengjøres.
- Det påføres merker på delene: de markerer loddedybden på røret (hvor langt røret kommer inn i beslaget) og forbindelsesaksen - horisontale merker på begge elementene, som skal sammenfalle under installasjonen. Merk alltid delene - dette forenkler arbeidet sterkt, spesielt når du installerer komplekse strukturer med mange svinger.
Hvordan lodde polypropylenrør:
- Ta på deg vottene.
- Begge tilkoblingselementene installeres samtidig på et oppvarmet loddejern og varmes opp i en viss tid.
- Etter oppvarming fjernes delene fra putene og kobles sammen med merker, og setter den ene inn i den andre. Etter å ha fjernet de oppvarmede delene fra loddejernet for tilkobling og fiksering, har du 1-2 sekunder. Arbeid trygt og forsiktig for ikke å brenne deg selv (se punkt 1).
- Deretter er det nødvendig å opprettholde forbindelsen til den stivner (tid - se tabell).
- Ytterligere lodding med det nylig sveisede området er mulig etter at enheten er avkjølt. Hvis du ikke tåler kjøletiden, er det mulig å deformere de tidligere loddede delene.
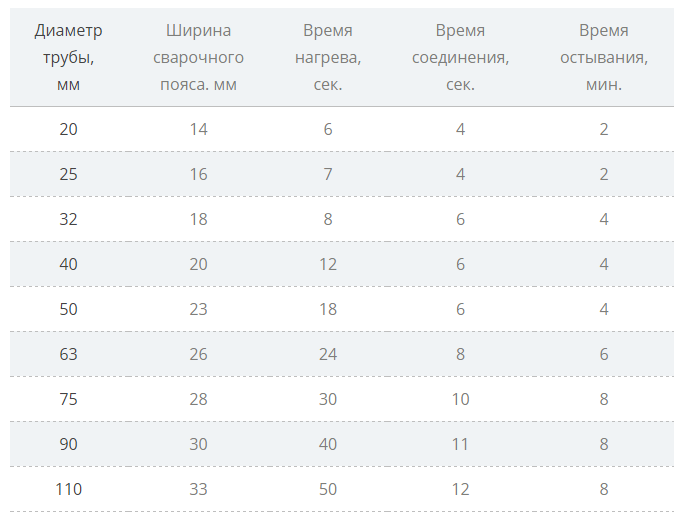
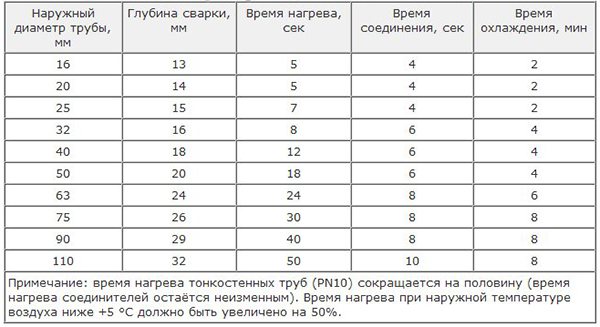
Tabell 1. Tidspunkt for oppvarming, oppbevaring og kjøling av rør og beslag av polypropylen.
| Utenfor rørdiameter, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Loddesone: avstand fra kanten av delen (loddepute) til merket, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Deler oppvarmingstid, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Tid for tilkobling, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Kjøletid (for lodding av tilstøtende skjøter), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
VIKTIG! Tidspunktdataene for forskjellige materialer kan variere avhengig av rørmaterialets renhet, tilstedeværelsen av armering og andre aspekter, opp til romtemperaturen. Men disse avvikene er tydelig bare synlige på rør med stor diameter. For små dimensjoner vil tiden variere med maksimalt 1 ... 1,5 s. Hvis noe ikke passer for deg, eller du gjør det for første gang, kan du kjøpe noen av de enkleste beslagene (koblingene), kutte noen rør (flere stykker på 7 ... 10 cm) og sjekke hvordan materialet reagerer på oppvarming og tilkobling.
Funksjoner og nyttige tips for sveising av polypropylenrør med egne hender for nybegynnere
Hvis du trenger å reparere en rørledning i hjemmet ditt, må du ikke skynde deg å bli lei deg. Det er ikke nødvendig å ringe spesialister for å få hjelp. Gjør-det-selv-sveising av polypropylenrør er mulig hvis du følger visse regler og instruksjoner. Funksjonene til denne typen tilkoblinger kommer til uttrykk i følgende:
- Lav pris sammenlignet med metall.
- Lang levetid, nesten som metallkonstruksjoner (noen produsenter erklærer levetiden til sine produkter i flere tiår).
- Korrosjonsbestandig.
- Rask montering. Du kan raskt montere rørledningen selv. Hvis du jobber med en partner, blir tiden som blir brukt på arbeidet enda kortere.
- Evnen til å "montere" en rørledning for en nybegynner uten erfaring, med bare noen få grunnleggende regler.
- Lettvektig polypropylen og dens analoger.
Innen sveising refererer begrepet "polymerrør" til alle rør laget av forskjellige typer plast: polyetylen, polypropylen, propylen og så videre. De er forskjellige i kjemisk sammensetning og fremstillingsmetode, men det er ingen signifikante forskjeller i metodene for forbindelsen.
Nedenfor er instruksjoner for bruk av verktøyene som er nødvendige for sveising av plast, det er angitt hvordan man bruker loddejern til polypropylenrør, noe som er typisk for arbeid med polymerer og med loddejern for sveising av plast.
DIY-sveising av polypropylen: verktøyene du trenger for å jobbe
Før du begynner, må du kjøpe følgende:
Rørledningen som går i umiddelbar nærhet (ca. 50 cm eller mindre) fra varmekilder, for eksempel en varmekjele, må være av metall. Videre er metallet koblet til polypropylen gjennom adaptere.
Loddetrinn
Før du begynner å koble til rørledningen, anbefaler vi at du trener litt. For dette:
- Lag rør av riktig størrelse, bruk eventuelt saks i plast.
- Rengjør dem for grater, støv, smuss og andre fremmedlegemer, og avfett kantoverflaten.
- Merk av med en markør stedet du vil smelte (stedet for montering der), i tilfelle du utfører koblingsmetoden for tilkobling
- Fest rørleddet til bordet. Hvordan du bruker loddejern til polypropylenrør av en bestemt modell, er angitt i instruksjonene.
- Velg dysene du trenger i størrelse, fest dem på maskinen for sveising av HDPE-rør.
- Still inn ønsket temperatur i henhold til tabellen nedenfor. Gjennomsnittlig oppvarmingstemperatur er omtrent 260-270 grader.
- Når enheten varmes opp (vanligvis viser det seg de slukkede lampene etter 2-3 minutter), må du legge røret og beslaget på dysene og holde den nødvendige tiden i henhold til instruksjonene eller i henhold til tabellen nedenfor. Hvis sveisemaskinen for HDPE-produkter varmes opp over lengre tid, må du tåle mer tid. Hvis romtemperaturen er under +20 grader, bør oppvarmingstiden økes. Med utilstrekkelig oppvarming vil du kunne lodde, men produktet vil ha dårlig kvalitet. De samme konsekvensene vil være hvis delene blir overopphetet. Dette kan sees på når delen blir for myk.
- Fjern delene raskt fra festene og koble dem til hverandre. Vi bruker litt innsats, ikke press hardt eller roter elementene. Noen fagpersoner innen sokkelsveising tillater veldig små rotasjoner, men bare med det formål å "legge inn" en del i en annen.
- Vent noen sekunder, og tilkoblingen er klar.
- Avkjøl produktet ved å la det stå stille. Dette vil være en ekstra garanti for et kvalitetsprodukt.
Tabell over forholdet mellom loddetidsindikatorer avhengig av rørstørrelse, nødvendig tilkobling og kjøletid.
| Rørvolum (se) | Oppvarmingstid (sek.) | Sveisetid (sek.) | Kjøletid etter sveising (minutter) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
DIY polypropylen sveising: nyttige tips
- Hvis delene ikke ble loddet riktig under arbeidet, vil det ikke lenger være mulig å skille dem. For å fikse et produkt av dårlig kvalitet, må du kutte ut hele seksjonen med en søm og lage en ny. Hvis lodding ble utført med beslag, er det ikke tillatt å gjenbruke dem i tilfelle feil, siden de er designet for engangsbruk.
- Hovedtyper av plastfuger: rumpe og erme. Ved stussveising loddes rørene til hverandre ved å smelte endene på hvert av elementene og deres gjensidige inntrengning. Koblingsmetoden er preget av det faktum at rørene er koblet sammen med spesielle adaptere - beslag.
- Hvis du ikke skal reparere eller montere rørledningen systematisk, trenger du ikke kjøpe loddejern. Du kan bruke leietjenestene eller låne den fra venner. Hvis du likevel bestemmer deg for å kjøpe enheten for deg selv, anbefales det å ikke betale for mye for modeller med termostat, siden det vanligvis bare er behov for en temperaturindikator for vanlig arbeid hjemme.
- Ved lodding med en stikkontakt settes beslaget først på dysen, og deretter på røret. Du må begynne å telle tiden da begge delene blir satt på vedleggene.
- Ikke kjøle den ferdige skjøten med kaldt vann eller kald luft. Han må avkjøle seg selv uten ytre påvirkninger.
- Arbeid med plast fortsetter i henhold til reglene hvis en ubetydelig "tilstrømning" av dens del dannes på koblingen.
- Du kan sjekke kvaliteten på skjøten ved å kutte røret i to på sømmen. Hvis du gjorde alt riktig, bør sømmen i kuttet være solid, jevn, uten hulrom.
Dermed er gjør-det-selv-sveising av polypropylenrør enkelt hvis du følger noen regler og en bestemt prosedyre. For nybegynnere er den største fordelen med å jobbe med denne typen rør de lave kostnadene. Dette gjør at du kan "få tak i hånden" før hovedsveisen, da du har råd til å ødelegge flere PP-rør. For plast er det ikke behov for å kjøpe ekstra verneutstyr, ikke behov for å forberede arbeidsstedet nøye. Det er nok til å sikre fravær av fremmede, renslighet og orden.
svarkaed.ru
Uferdig og loddet
Re-melt oppstår når deler blir overeksponert på varmeputene. Som et resultat får vi:
- Redusere den indre diameteren på røret.
- Ledddeformasjon under kjøling, røravvik fra vannrett eller loddrett.
- Når du prøver å fikse forbindelsen med hendene, kan delene bla (de er veldig varme, de avkjøles i lang tid, de loddes ikke), og som et resultat kan loddingen vise seg å være av dårlig kvalitet - det kan lekke.
Underoppheting oppstår når deler er underopphetet. Resultatene av underdosering er også negative:
- Deler er ikke inkludert i tilkoblingen.
- Oppvarming kan føre til uønskede deformasjoner av deler, noe som kan føre til lekkasjer.
- Med en liten underspring oppstår den verste situasjonen: delene kommer inn i skjøten, men uten å skape en forseglet skjøt. Med en slik underkjøring kommer røret inn i beslaget, men ikke glatt, uten å skli, med en liten forstyrrelse.
Hvordan velge temperatur og oppvarmingstid?
Det er mulig å lodde polypropylen ved en temperatur på 255-265 ° C, men 260 ° C anses å være optimal. Ethvert loddejern uten temperaturregulator har slike parametere. Imidlertid påvirkes loddekvaliteten av omgivelsestemperaturen. I et kaldt rom med lange pauser mellom lodding, kan dysens temperatur avvike mindre fra den angitte. Løsningen er å øke oppvarmingstiden med 1–2 sekunder. Omvendt reaksjon skjer innendørs med forhøyet temperatur. For å sveise skjøten riktig under alle forhold, er det bedre å velge et loddejern med en temperaturregulator.
Vær oppmerksom på at oppvarmingstiden avhenger av rørdiameteren. I tillegg er det viktig å kjenne forbindelsen og kjøletiden til skjøten. For å bestemme alle disse parametrene er det en spesiell tabell. De blir styrt av dataene før de begynner å lodde polypropylenemner.
Sveisetemperatur på polypropylenrør (tabell).
Koble rør på vanskelig tilgjengelige steder og sveise komplekse strukturer
Slike strukturer inkluderer:
- installasjon av benkeplater;
- tilkobling til varmtvannsberederen;
- distribusjon til nærliggende forbrukere;
- lodding i trange rom.
Mer informasjon:
- Når du lodder rør til måleren, må du ta hensyn til dimensjonene: leilighetens vannmåler er større i størrelse enn røret. Hvis du først godtar rørene, vil det være vanskelig å installere selve enheten - den vil ikke ha nok plass.
- Varmtvannsberedere har komplekse rør. Under forholdene til små leiligheter må du være forsiktig når du beregner rør. Merk alltid selv områdene der du ikke vil kunne bruke loddejernet - her må du lodde tilkoblingene "på gulvet", og deretter justere dem langs veggen og enheten.
- Nærliggende enheter skaper mange problemer: loddingen er forsinket i tide, siden opphopning av rør forstyrrer prosessen, øker ventetiden på avkjøling av loddeforbindelsene. Du må tydelig tenke på hvilken rekkefølge du skal koble alle delene til slik at de ikke forstyrrer etter lodding av tilstøtende elementer.
- Lodding i trange forhold tar mer tid å finne ut hvordan du kommer til skjøten enn sveiseprosessen. Derfor, selv om du trenger å lodde 2 ... 3 noder, bør du nøye vurdere alle alternativene. Det er ønskelig å ha en assistent som vil mate eller hente loddejernet.
- Lodding i spor. Ved loddepunktene skal stroben utvides og utdypes slik at du kan sette inn et loddejern i den. Stroben i tilstøtende bøyninger og ledd bør også være bredere slik at røret har en kraftreserve når den fjernes fra loddejernet.
Interessant: hvordan rør sveising skiller seg fra lodding
I hovedsak skiller ikke prosessen seg mellom disse operasjonene: delene som skal sammenføyes, varmes opp til det punktet hvor de kan limes sammen og oppnå en forseglet forbindelse. Et loddejern kalles ofte en sveisemaskin - dette er også riktig. Men begrepet "sveising av polypropylenrør" brukes mer til industriell lodding av rørledninger med stor diameter i offentlige verktøy (rørsveising).
Store loddemaskiner har en litt annen struktur. Arbeidet foregår som følger:
- Rørene som skal sveises plasseres i en sentreringsanordning (guide), beskyttet av en spesiell plate, som sikrer flathet og parallellitet i de skrapede kantene. Etter at skiven er fjernet, kontrolleres kontaktområdet - rørene skal passe perfekt.
- En varmeskive settes inn mellom rørene, deler av rørledningen festes til den og varmes opp.
- Varmeelementet fjernes, rørene føres en mot en og sveises skjøt til skjøten.
- Etter at skjøten er avkjølt (eksponering er påkrevd) fjernes føringsstrukturen.
stroikadialog.ru
Mulige feil gjort av nybegynnere
En vanlig feil er den utilstrekkelige innføringen av røret i festet.
Dette er fulle av dannelsen av virvler, som er et svakt punkt i systemet.
Når et flytende stoff beveger seg gjennom rørene, vil trykket synke.
Et annet tilsyn er at når du kobler røret til koblingen, må du ikke bruke overdreven kraft.
Som et resultat av slike uriktige handlinger dannes et fremspring inne i røret.
Det vil forstyrre den normale bevegelsen av arbeidsstoffet over den hule gjenstanden.
Hvis du vil koble polypropylenrør uavhengig av hverandre ved sveising, bør dine handlinger være så nøyaktige som mulig.
Siden det er nødvendig å oppnå optimal oppvarming og rask tilkobling av deler (les hvordan du kobler HDPE-rør med egne hender her).
Enhver forsinkelse er resultatet av skade på materialet eller lekkasje av tilkoblingen.
Se en video som viser hvordan du skal sveise polypropylenrør riktig.
Abonner på oppdateringer via e-post:











