Blant den omfattende familien av varmegeneratorer som brenner forskjellige typer biomasse, opptar et spesielt sted kjeler med fast drivstoff med automatisk drivstoffforsyning. De blir stadig mer etterspurt, siden de, i motsetning til tradisjonelle vedfyrte enheter, tilfredsstiller et av de viktigste brukerkravene - enkel vedlikehold og drift. I dette materialet vil vi gjennomgå eksisterende kjeler med automatisk lasting og finne ut hvilke typer faste drivstoff de kan bruke til arbeidet sitt.
Fabrikkproduksjon av kullbriketter
Finkullfraksjoner og støv er preget av lav tetthet og lav spesifikk brennverdi. Men de kan kjøpes billig, og deretter gjøres om til drivstoff av høy kvalitet ved komprimering i et begrenset volum. Enkelt sagt, for å lage pressede kullbriketter, hvis tetthet og brennverdi er mye høyere.

Slik brenner fabrikk (til venstre) og hjemmelagde (høyre) kullbriketter
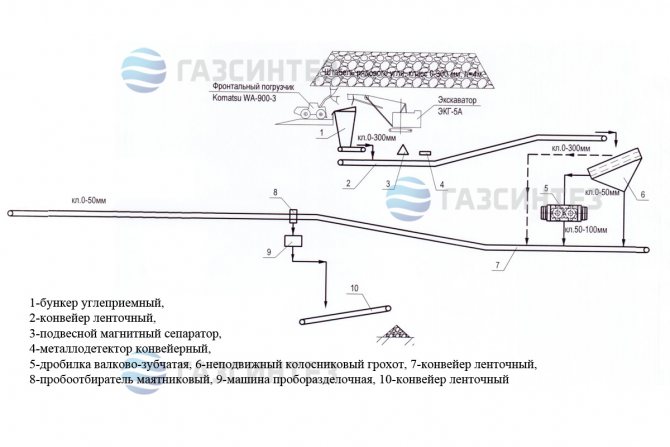
For å lage slike briketter av fint kull med egne hender, må du finne ut hvordan og med hvilke maskiner de er stemplet på anlegget. Utstyr for produksjon av oppvarmingsbriketter er en teknologisk linje som består av følgende installasjoner:
- knuser;
- tørkekammer;
- trykk for brikettering.
Merk. Utstyrsartikler er oppført i samme rekkefølge som de står i henhold til teknologien. Tilførsel av råvarer og bevegelse mellom installasjonene skjer ved hjelp av belte- eller skruetransportører.
Prosessen med å presse kullbrensel er som følger:
- I knuseren knuses lite kull til partikler av samme størrelse, avhengig av egenskapene til presseutstyret. Den største tillatte størrelsen på brøkdelen er 6 mm.
- I tørketrommelen reduseres fuktighetsinnholdet i råvaren til 15% (maksimum).
- Den siste fasen er å presse, utført under et trykk på 20 til 120 MPa, avhengig av teknologien som brukes.

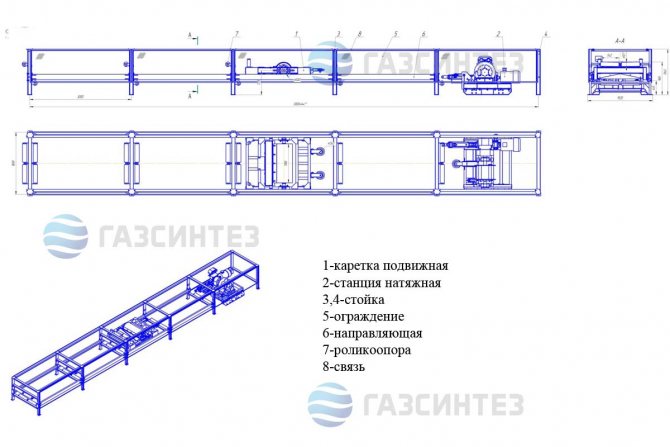
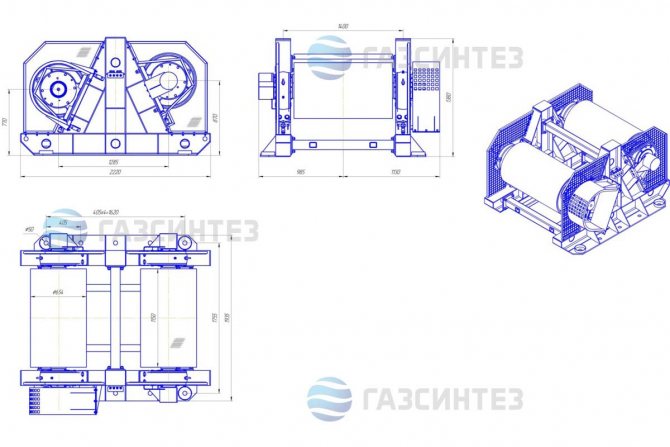
Stempelpresser med en produktivitet på 10 og 25 tonn i timen
Noen ganger tilsettes organiske eller mineralbindemidler til råmaterialet for å få sluttproduktet, og før blandingen komprimeres, oppvarmes den til en temperatur på 250-350 ° C. Det er to måter å trykke kullbriketter for oppvarming på:
- på stempel (rull) presser;
- ved hjelp av ekstruderingsmaskiner.
En stempelpresse klemmer den oppvarmede kullblandingen i spesielle former, og utvikler en kraft på 100-120 MPa, hvorpå det briketterte kullet går gjennom kjøle- og pakkeprosessen. Ved utgangen oppnås produkter i form av "tabletter", "pads", sylindere og murstein med hull.
Denne metoden for å produsere kullbriketter brukes til fremstilling av drivstoff i store mengder og medfører betydelige økonomiske og energikostnader.
Produksjon ved ekstrudering består i å tvinge råvarer med en skruepresse gjennom en dyse med kalibrerte hull. Ved utgangen har vi en sylindrisk kullbrikett i form av en "pølse". Dette er en billigere, men mindre produktiv teknologi for kullbrikettering.

Ekstrudere av kullstøv
Drivstoffets egenskaper påvirkes av sammensetningen av det første råmaterialet - brunt eller bituminøst kull, tilstedeværelsen av bindemidler og andre faktorer. Men vanligvis er brennverdien til fabrikkbriketten minst 7 kW / kg med et fuktighetsinnhold på 8% og et maksimalt askeinnhold på 8,5%.



Typer kjeler og brennere
Kjeler med automatisk drivstoffforsyning kjører på kull eller biomasse (pellets, havrekorn, solsikkeskall, flis osv.).De mest populære blant kullkjeler er de som bruker øko-ertekull (kullkorn med en diameter på 5-25 mm) som drivstoff.
For forbrenning av drivstoff i kjeler brukes brennere: retort, brett eller bluss. 85% av installerte kullfyrte kjeler med automatisk mating på retort- eller brettbrennere - vi vil vurdere disse løsningene.
Hvordan kan du lage kullbriketter med egne hender?
Det er umulig å implementere industriell teknologi hjemme. Årsakene er den høye prisen på utstyr for produksjon av kullbriketter, høyt energiforbruk og behovet for å koordinere sine handlinger med lokale myndigheter. Men eieren av et privat hus trenger ikke å utvikle en storslått produksjon for å kunne gi hjemmet oppvarming. Det er nok å lage 3-4 tonn kullbriketter, som vil være nok for hele vinteren.
Presset kull i briketter kan fås på to måter:
- sveise en maskin for å danne en brikett av valset metall og presse ut produkter for hånd;
- gjør det selv med en skruepresse for å briketter kullbøter ved ekstrudering.
I begge tilfeller vil det ikke være mulig å oppnå egenskaper nær fabrikkprodusert drivstoff. Men du kan med hell varme opp huset ved å brenne hjemmelagde briketter i stedet for kullstøv, noe som er mye mer praktisk og praktisk.
Manuell trykk
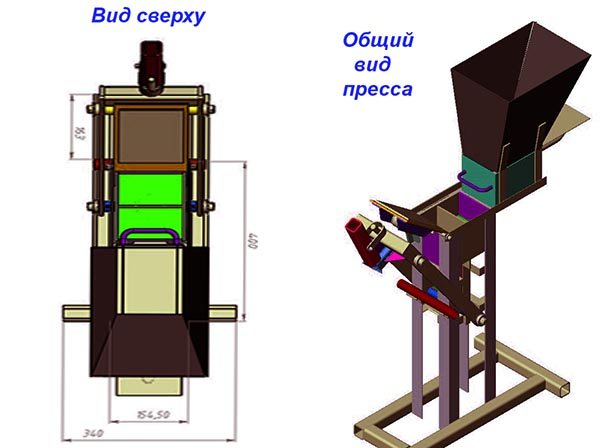
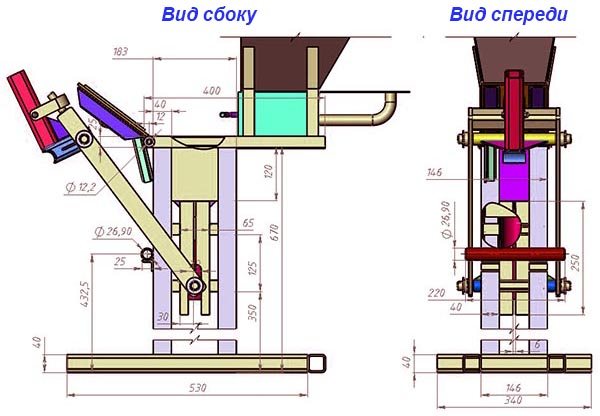
For manuell ekstrudering er en maskin for å lage murstein hjemme, kjent for mange håndverkere, egnet. Rammen er sveiset fra profilrør og hjørner 40x40 mm, en mottakstrakt er installert på toppen. En manuell mekanisme for å trykke produkter i en rektangulær form er festet til rammen. En tegning av en hjemmelaget presse for manuell brikettering av kull er vist i figuren:
Den rektangulære formen som brukes til å lage murstein, kan erstattes med en sylindrisk, og pluggede rør kan plasseres inne slik at det er gjennomgående hull i produktene. De er nødvendige for bedre forbrenning av en håndlaget kullbrikett.
Teknologien for manuell kullbrikettering ser slik ut:
- Råvarer bør prøves å male. Jo mindre brøkdelen er, desto sterkere og bedre blir den hjemmelagde briketten.
- Hell i litt vann og rør for å få blandingen til å feste seg med hendene. Noen gjør-det-selv-brukere legger til leire som bindemiddel, men dette vil øke askeinnholdet i drivstoffet.
- Hell blandingen i beholderen, og fyll derfra formen. Klem ut briketten ved å trykke på spaken.
- Spaken skyver produktet ut under omvendt slag. Deretter bør den fjernes og plasseres på et solrikt område for å tørke. Trykkdetaljer vises i videoen:
Ekstruderbrikettering
Denne mer produktive metoden vil kreve økonomiske kostnader for å montere en skruepresse, som består av følgende elementer:
- et legeme laget av et tykkvegget stålrør, bearbeidet fra innsiden til størrelsen på skruen, eller laget av et solid metallemne på en dreiebenk;
- skrue laget av karbonstål med høy hardhet;
- en matrise med ett eller flere hull er laget av samme stål;
- elektrisk motor med en kapasitet på minst 4 kW;
- beltedrift på multiribbede remskiver (minst 3 belter);
- mottakertrakter.
Merk. I stedet for beltedrift kan det brukes en girdrift, men da vil stasjonen være stivt koblet til akselen. I tilfelle ulykker kan girkassen eller sneglen bli skadet.
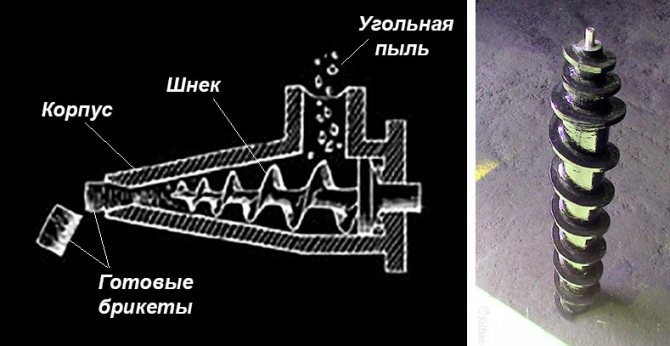
Prinsippet om drift av en briketteringsekstruder og en hjemmelaget skrue (høyre)
Den vanskeligste delen er å produsere kroppen, døen og skruen. For dette er det bedre å kontakte en kjent svinger, samtidig vil han male deg multiribbede trinser med de nødvendige dimensjonene. Merk: Diameterene på remskivene bør velges slik at skruens rotasjonshastighet ikke overstiger 200 o / min. Maskinens kraftige motor må være jordet og koblet til husholdningenes strømforsyning gjennom strømbrytere.

Liten hjemmelaget ekstruder
Teknologien for brikettering på en ekstruder er ganske enkel og implementeres i flere trinn:
- Hvis mulig, slip råvarene og bland med vann til en tykk konsistens.
- Slå på den elektriske motoren på ekstruderen, og bruk en spade til å laste en del av kullblandingen i beholderen.
- Bryt av "pølsene" som kommer fra hullene i matrisen til ønsket lengde og legg ut på stativet for å tørke.
Prosessen med å lage drivstoffbriketter av kull er vist i detalj i følgende video:
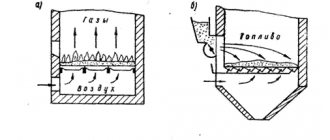
Retort brennere
Retortbrennere består av en albue av støpejern (retort) og en ristbrenner av støpejern der drivstoffet brennes. Noen brennere er utstyrt med et "ringutstyr", hvis rotasjon blander drivstoffet, bryter ned koksslaggen og fordeler drivstoffet over retortbrettet.
Takket være 90-graders albue er brenneren installert midt i forbrenningskammeret, slik at sideveggene til kjelen varmes jevnt og ikke blir overopphetet. Utformingen øker banen til drivstofftanken og reduserer sannsynligheten for drivstoffbrann i materen.
En annen fordel er lav følsomhet for avleiringer som oppstår i selve ilden: innkommende deler av ferskt drivstoff tømmer automatisk uforbrent eller sintret drivstoff i kjelens askeform.
Det er også en ulempe - knebøyningen kompliserer tilførsel og forbrenning av drivstoff, som til slutt legger seg ved svingen. Det dannes sediment og slam, noe som reduserer strupen slik at drivstoff kan komme seg til toppen av brenneren. Dette fører til økt motstand av skruen, for tidlig slitasje på skruen og brudd på tappen (skjærbolten) som beskytter skruen.
Fordelene med kullbriketter - konklusjoner
Hvis vi argumenterer teoretisk og tar hensyn til forsikringene fra produsentene av kullbriketter, så når det gjelder brennverdi, bør de vinne over alle andre typer fast drivstoff. Tross alt er bare ren antrasitt i stand til å slippe ut 7,7-8 kW per 1 kg under forbrenning. Ved, pellets og trebriketter henger langt etter når det gjelder spesifikk forbrenningsvarme, siden de ikke avgir mer enn 5 kW / kg.
Men å dømme etter tilbakemeldinger fra brukere av kjeler med fast brensel på temaforum, er etterspørselen etter briketterte kull dårligere enn alle tresorter av følgende årsaker:
- blusse opp dårlig og avgir lite varme;
- danner en stor mengde aske, eller til og med småstein, og gjentar formen på briketter;
- smuldrer ned i støv selv under transport;
- avgir en ubehagelig lukt før og under forbrenning.

Briketter av høy kvalitet (til høyre) skiller seg merkbart ut med sin sorte glans fra brenselbrensel, som ikke brenner veldig bra i varmekjeler og ovner.
Hvis vi analyserer alle anmeldelser om kullbriketter, viser det seg at 70% av dem er negative. Dette skyldes først og fremst at drivstoffprodusenter prøver å tjene penger ved bruk av avfallsråvarer - slam, ladning og andre uanstendige varianter av bituminøst og brunt kull. En brikett presset fra antrasittrester er ikke vanlig.
Derfor antyder konklusjonen seg selv: Hvis du ønsker å få godt drivstoff, bruk deretter de rette råvarene til brikettering med egne hender. Når du bare har støv og finstoff av kalorifattig kull, er det ikke alltid tilrådelig å trykke på dem. På den annen side kan slike briketter brennes sammen med ved, noe som reduserer kostnadene ved å kjøpe dem.
Varmestrøm tilbake til beholderen (brann)
En sjelden, men kjent ulykke for produsenter, er returstrømmen av varme til bunkeren. I 9 tilfeller av ti - oppstår situasjonen gjennom tilsyn med kjelbrukeren. Dessuten oppstår en tilbakestrømning av varme når sikkerhetspinnen går i stykker, hvorpå sneglen slutter å rotere.
Hvis beholderen er tett lukket, fungerer viften, og ingenting hindrer bevegelse av røykgasser fra kjelen inn i skorsteinen, selv om skruen ikke roterer - det er ingenting å frykte.
Omvendt varmestrøm (brann) er en sjelden forekomst i kjeler med automatisk drivstoffforsyning. Kjeleprodusenter utstyrer imidlertid matesystemer med to sikkerhetstrinn for å utelukke en slik mulighet i prinsippet.
Det første trinnet er en temperatursensor, installert på drivstoffforsyningsrøret: Hvis temperaturen overstiger den innstilte, signaliserer sensoren kjelekontrolleren for å løse problemet. Kontrolleren begynner å kontinuerlig pumpe drivstoff gjennom røret til sensortemperaturen blir normal. Kontinuerlig tilførselsintervall i Galmet-kjeler er 10 minutter.
Hvis problemet vedvarer, aktiveres den termostatiske ventilen - vann tilføres fra nødreservoaret til røret og slukker brannen i materøret.
En av årsakene til drivstofftenning i tanken er trekk, noe som oppstår hvis beholderen blir åpen eller lukket feil. For å forhindre at dette skjer, utstyrer noen produsenter drivstofftankdekselet med en endebryter. Når lokket på beholderen ikke er lukket tett, utløses sensoren og gir et advarselssignal. Hvis det ikke gjøres noe, vil kontrolleren slå av kjelen.
Hvordan lagre kull og antrasitt på riktig måte for å redusere tapene og ikke kompromittere kvaliteten
Forbered et lagerområde før du bestiller kull. Kull og antrasitt kan lagres både i lager og utendørs.
For å redusere tapet av kull, samt for ikke å kompromittere kvaliteten, lagre kull i en låve, boks, bunker eller utendørs, dekket med en film eller annet belegg. Oppbevar kull på tørr eller frossen mark.
Kull er et brennbart drivstoff, så følg forholdsreglene for brannsikkerhet og finn det på det tryggeste stedet. Kull er ikke redd for nedbør, men det kan fryse. Når du lagrer kull ute i den kalde årstiden, er det nødvendig å røre opp og helle det for å forhindre at kullet fryser. Karakteristikkene til kull, nemlig fuktighetsinnholdet, spiller også en stor rolle: jo mindre fuktighet, desto mer motstandsdyktig er kullet mot frysing. Det laveste fuktighetsinnholdet har kullkvalitet A - antrasitt
, litt mer fuktighet i merket
SS - litt sintret
,
D - lang flamme
kull har relativt høyt fuktighetsinnhold. På nettstedet vises alle egenskapene i sertifikatene for kvaliteten på kull og antrasitt, samt i kategorien "Egenskaper" for hver klasse kull.
Effektivitet, brukervennlighet og lagring sikres ved å pakke kull i poser og store poser. Våre
tilbyr pakket kull i laminert, polypropylenposer til
25 kg
, polypropylen
50 kg
, så vel som i store løp på
850-950kg
... Slik emballasje vil beskytte kullet mot rusk og støv, sikre renslighet i fyrrommet, den laminerte posen vil beskytte mot regn, men hvis posen er i en sølepytt, vil det sive ut vann, derfor anbefaler vi at du lagrer kull under et baldakin, i en garasje, i et skur.
420 s.opptil 40 mesh.
- opptil 40 mesh. 610 s.
- 41-100 mesh 590 s.
- 101-800 mesh 580 s.
- fra 801 mesh. 550 s.
610 s.opptil 40 mesh.
- opptil 2 masker. 14600 RUB
- 3-10 maske 14300 RUB
- 11-30 masker 14300 RUB
- fra 31 mesh 14300 RUB
14600 RUBopptil 2 masker.
Ulike typer kull krever forskjellige lagringsforhold: noen kull er kresne og kan beholde egenskapene i årevis, og noen kan bli søppel uten visse lagringsforhold. For eksempel lagres brunkull i kort tid - fra 4 til 6 måneder. Andre kulltyper beholder eiendommene sine fra et år til tre måneder.
Broken pin (skjærbolt): årsaker.
En vanlig årsak til å stoppe kjelens drift er å bryte tappen (skjærbolten) som forbinder motoren med skruen. Nedenfor er mulige årsaker til en slik sammenbrudd:
- Drivstoff med ikke anbefalt brøkdel
- Fremmedlegemer i drivstoff (bolt, stein, biter av ledning)
- Avsetninger (karbonavleiringer) i en retortbrenner - karbonavleiringer reduserer kanaldiameteren for drivstofftilførsel til brenneren og øker motstanden til skruen.Problemet kan lett identifiseres: Når karbonavleiringer avsettes i albuen til retorten, blir den "knasende" lyden når drivstoff tilføres brenneren høyere. Rengjør albuen på drivstoffmateren til brenneren en gang i året, før oppvarmingssesongen starter. Hvis kjelen opererer på pellets, er det bedre å gjenta prosedyren i løpet av sesongen - når du bruker pellets, dannes karbonavleiringer raskere.
- Skade på sneglen. Over tid slites skruen mekanisk eller ødelegges av svovelet som finnes i drivstoffet. På slitesteder flytter ikke skruen drivstoffet, men sliper det. Sagflis eller kull akkumuleres i materøret, noe som øker slangen på skruen. Skruens slitasjehastighet avhenger av fuktighetsinnholdet i det brukte drivstoffet, svovelinnholdet i drivstoffet og plasseringen av fyrrommet (i en fuktig kjeller og uten ventilasjon reduseres utstyrets levetid).
- Feil installasjon av kjelen (den justerbare foten på drivstofftanken brukes til å justere høyden og nivåere kjelens matesystem).
| VIKTIG! Når du transporterer kjelen, må du ikke løfte strukturen av skruematerrøret. Hvis lasten ikke fordeles riktig, deformeres røret, geometrien til matesystemet blir forstyrret. Resultatet: ekstra støy når sneglen roterer, for tidlig slitasje og konstant tappbrudd. |
"Enkel" berikelse
Kullgruvearbeidere bruker en rekke metoder direkte for fordypning. Blant dem er det ganske enkle: for eksempel manuell sortering, når kull skilles manuelt fra bergmassen, og kun fokuserer på dets ytre særpreg.
En annen metode er friksjonsberikelse - basert på formen på kullpartikler og de forskjellige verdiene av deres friksjonskoeffisienter. Essensen er som følger: kullklumper berikes på en skrå overflate. Med en annen friksjonskoeffisient beveger de seg med forskjellige hastigheter og baner, noe som gjør at de kan skille hverandre uavhengig av hverandre.