Alle trinn i produksjonsteknologien for skumplast vurderes. Utstyret som kreves for å lage dette materialet er oppført. Det gis anbefalinger som du absolutt må gjøre deg kjent med før du kjøper.
Mange av oss har møtt polystyrenskum mer enn en gang, prøvd det ved berøring, laget noe av det, brukt det i konstruksjonen, for å forbedre hjemmet. Imidlertid vet ikke alle hva teknologien for å lage skumplast er, hva er dens funksjoner.
Merkelig nok, men i produksjonen av dette materialet er det ingenting super komplisert. Og det er bemerkelsesverdig at det nå har dukket opp mye ekspandert polystyren av lav kvalitet på markedet, som er laget uten å ta hensyn til relevante regler og forskrifter.
Noen håndverkere klarer å lage en liten produksjonslinje selv i en vanlig garasje. Ja, ikke bli overrasket.
Og dette må tas i betraktning når du kjøper - ikke alle Vasya Pupkins overholder strengt de foreskrevne teknologiske standardene. Og hvilke standarder kan det være i garasjen?
Hvordan lages styrofoam
Tidligere snakket vi om hva utvidet polystyren er. Husk at dette materialet består av mange celler fylt med luft. Dette betyr at produksjonsprosessen må omfatte skumming av materialet.
Og det er: skummeprosessen er en av de viktigste i produksjonen av ekspandert polystyren.
Dette er imidlertid ikke alt.
Stadier av teknologi for produksjon av skum
Vanligvis inkluderer prosessen:
1. Skummende. I løpet av denne prosessen plasseres råvarene i en spesiell beholder (skummiddel), der granulatene øker omtrent 20-50 ganger under påvirkning av trykk (det brukes en dampgenerator). Operasjonen utføres innen 5 minutter. Når pellets har nådd ønsket størrelse, slår operatøren av dampgeneratoren og tømmer skummet fra beholderen.
2. Tørking av de oppnådde granulatene. På dette stadiet er hovedmålet å fjerne overflødig fuktighet som er igjen på granulatene. Dette gjøres ved hjelp av varm luft - den ledes nedenfra og opp. Samtidig ristes granulatene for bedre tørking. Denne prosessen varer heller ikke lenge - omtrent 5 minutter.
3. Stabilisering (sporing). Granulatene plasseres i siloer, der aldringsprosessen finner sted. Varighet av prosessen - 4. 12 timer (avhenger av omgivelsestemperaturen, størrelsen på granulatene).
Viktig merknad: teknologien for produksjon av ekspandert polystyren kan ekskludere 2. trinn (tørking). I dette tilfellet vil stabiliseringen (sengetøy) vare lenger - opptil 24 timer.
4. Baking. Dette trinnet i produksjonen av skum blir ofte referert til som støping. Poenget er å koble sammen de tidligere oppnådde granulatene. For å gjøre dette plasseres de i en spesiell form, hvorpå granulatene sintres under trykk og under påvirkning av høy temperatur på vanndamp. Varer i omtrent 10 minutter.
5. Modning (aldring). Målet er å kvitte de resulterende ekspanderte polystyrenarkene fra overflødig fuktighet, så vel som fra de gjenværende indre belastningene. For dette legges arkene på et tomt sted i produksjonsverkstedet i flere dager. I noen tilfeller kan modning ta opptil 30 dager.
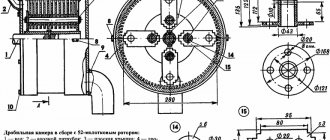
6. Skjæring. De produserte polystyrenblokkene plasseres på en spesiell maskin, hvorpå blokkene skjæres i ark med passende tykkelse, lengde og bredde. Denne produksjonsprosessen utføres ved hjelp av nikrome strenger oppvarmet til en bestemt temperatur. Følgelig utføres både horisontal og vertikal skjæring av blokker.
Slik lages styrofoam.
Selvfølgelig, etter de 6 oppførte trinnene, 7. trinn - behandling av de gjenværende restene... Som et resultat blandes de med andre granuler, som deretter vil gjennomgå de samme prosessene - sintring, aldring.
Utstyret som brukes til produksjon av ekspandert polystyren er vist i form av en tabell:
Valget av etterbehandlingsmateriale
Hva er kravene til gips for ekspandert polystyren
Hovedkvaliteten til denne komponenten er evnen til å trenge inn i skum polystyrenstrukturene til tilstrekkelig dybde for å sikre god vedheft. Ellers kan kvaliteten på applikasjonen være veldig middelmådig, og finishen vil begynne å falle av og utsette isolasjonsbunnen.
Typer av pussforbindelser
For påføring i denne retningen kan gipsprodukter brukes, både til utvendige og interne arbeider. Sistnevnte er vanligvis delt inn i to typer:
- Akrylfront på polystyren. Et materiale med utmerket dampgjennomtrengelighet, men samtidig med motstand mot fuktighet. Den er motstandsdyktig mot ekstreme temperaturer, alvorlig frost, soleksponering (den kollapser ikke, selv om den falmer over tid fra ultrafiolett stråling) og fysisk trykk, siden den har elastisitet. Dessuten er denne typen gips veldig dyr, og også ganske vanskelig å vedlikeholde, da den absorberer smuss godt. Den høye prisen blir imidlertid oppveid av den høye holdbarheten - opp til et kvart århundre;
- Mineral. Består av sement-, kalk- og mineralaggregater. Miljøvennlig materiale som tåler fuktighet, ekstreme temperaturer, nedbør og frost. Samtidig har den høy dampgjennomtrengelighet, utmerket vedheft og en rimelig pris. Som en ulempe er det verdt å merke seg en lavere holdbarhet (ca. 10 år), samt mangel på fleksibilitet. Og hvis dette ikke er et problem i tilfelle harde underlag som betong eller murstein, kan skyv av polystyren føre til sprekker i gipset under ytre påvirkninger.
Viktig! Generelt, for utendørs bruk, er det bedre å velge akrylforbindelser. Mens miljøvennlig og ikke-brennbar mineralgips er egnet for interiørarbeid. Videre kan sistnevnte også være ferdig på forskjellige måter. Vel, for utendørs arbeid, hvis det er nødvendig, er det bedre å umiddelbart plukke opp dekorative alternativer med ønsket effekt.
Skumproduksjonsteknologi påvirker direkte kvaliteten
Som vi sa ovenfor, er markedet nå fylt med en betydelig mengde materiale av lav kvalitet. Den kan produseres i garasjer, en slags lager.
Men hovedproblemet er ikke der materialet er laget (selv om miljøet også påvirker kvaliteten), hovedproblemet er ikke å følge alle reglene for å lage skum.
Hvilke avvik kan det være fra riktig produksjon av ekspandert polystyren?
Den mest varierte - fra granulering av dårlig kvalitet til dårlig, unøyaktig kutting av skumblokker i ark.
Noen smarte mennesker utfører ikke som sådan stabilisering, aldring. For dem er bare produksjonshastigheten for ekspandert polystyren viktig.
"Jo mer - jo bedre - vil vi tjene mer penger!"
På grunn av dette blir egenskapene til skummet sterkt forverret:
- det kan vise seg å være skjørt, skjørt,
- granuler kan være dårlig forbundet med hverandre,
- tettheten kan være ujevn.
Det kan også skyldes defekt utstyr av lav kvalitet som ble brukt i produksjonen - skummere, tørketromler, kompressorer, dampgeneratorer osv.
Og videre viktig øyeblikk: med dårlig produksjonsteknikk kan skummet ha en skarp, ubehagelig lukt. Et slikt bilde er mulig: de tok med nye ark ekspandert polystyren hjem, la dem i en garasje eller et annet rom, etc.snart hørte de at rommet var fylt med en slags skarp, ubehagelig lukt.
Avhending og gjenvinning
PS-avfall genereres under produksjon av polystyren, pluss at det er foreldede produkter. Mesteparten av avfallet av polystyren faller på skumede polymerer, det vil si på skumplast. Avfall basert på polystyren kan gjenbrukes i følgende retninger:
- Bruk av sterkt forurenset industriavfall.
- Avhending av høykvalitetsavfall av polystyrenproduksjon
- Resirkulering av brukte produkter.
- Utnyttelse av PS-avfall.
- Avhending av blandet avfall.
La oss vurdere hver av dem nærmere.
Bruk av sterkt forurenset industriavfall: avfall undersøkes, sorteres, rengjøres, knuses, vaskes og tørkes. Deretter dehydreres massen, til slutt knuses og mates til ekstruderen, hvor den komprimeres, smeltes og gassimpregneres. Deretter avkjøles smelten, tørkes og granuleres.

Før behandling

Etter behandling
Avhending av slagfast polystyrenproduksjonsavfall: sprøytestøping, ekstrudering, pressing.

Ekstruder av skumplast
Resirkulering av brukte produkter (se fast avfall og ha koden 43414101205). I Russland er det selskaper som produserer isoporbetong, møbler, leker, isolasjon, skumblokker, ark og nye skumblokker fra skumavfall.

Bruk av produkter fra skumavfall: isolering av fundamentet til huset med ark av ekspandert polystyren
Bruk av PS-avfall:
- mekanisk prosessering er sliping av sekundær polystyren og videre blanding med primærgranulat. Benker og gjerder kan støpes av materialet som er oppnådd,
- bruk av strimlet polystyrenbasert avfall for å forbedre strukturen til jord eller betong,
- energigjenvinning er forbrenning av avfall for å generere varme,
- fylle ut fordypningene i terrenget,
- depolymerisering er den katalytiske produksjonen av styren fra polystyren for å oppnå en polymer.
Avhending av blandet avfall.
Hvordan utstyret for bearbeiding av skum ser ut, så vel som noen av trinnene i selve prosessen, kan sees i følgende video
Konklusjoner om produksjon av skum
- Teknologien er ganske enkel, men den krever obligatorisk overholdelse av alle foreskrevne regler og forskrifter.
- Materiale (som utad vil være lik kvalitet) kan oppnås selv med betydelige avvik fra produksjonsreglene. Og dette brukes av "håndverk" firmaer (dårlige mennesker).
Derfor: kjøp bare produkter fra pålitelige, pålitelige produsenter (som overvåker kvalitet)... Sjekk leverandørene for riktige kvalitetssertifikater.
Nå vet du hvordan skum lages, du kjenner hovedtrekkene til produksjonsteknologien og hvilket materiale du trenger å foretrekke. Lykke til!
Skumplast brukes veldig mye - det er uunnværlig som varmeisolerende, etterbehandlende og emballasjemateriale. Hvordan er han? Hvordan utføres skumproduksjon, hvilke råvarer og utstyr brukes? La oss finne ut av det!


Hva er isopor?
Skum inkluderer alle typer gassfylt plast.
Karakteristiske trekk ved materialet:
- porøs struktur, som består av lukkede celler;
- lav tetthet;
- høye lyd- og varmeisolasjonsegenskaper.
Gruppen med skumplast inkluderer:
- polyvinylklorid materiale;
- polyuretananalog;
- urea-formaldehydskum;
- fenol-formaldehyd materiale;
- polystyrenanalog.
Ekspandert polystyren er det vanligste materialet. Jeg vil beskrive produksjonen. Ekspandert polystyren ble opprettet i 1951 av det tyske selskapet BASF. Så fikk han merkenavnet "styrofoam".
Skumplast for hovedformålet er et varmeisolerende materiale. Det er 98% luft.Gassen er inneholdt i mange små, tynnveggede polystyrenskumceller.
Hva slags råvarer brukes?
Ekspanderbart polystyren brukes som råmateriale for polystyren:
- Det oppnås ved hjelp av suspensjonstypen styrenpolymerisasjon.
- Prosessen skjer med tilsetning av et poredannende stoff, som er en blanding av isopentan og pentan. Volumet av blandingen i materialet er 5-6%.
- Hvis skummet er beregnet for konstruksjon, tilsettes 1% av et brannhemmende middel til råmaterialet. Dette er vanligvis bromforbindelser.
Polystyren produseres i form av granuler. Disse sfæriske partiklene behandles med antistatiske midler. De forhindrer akkumulering av elektriske ladninger av materialet under transporten. Dessuten forbedrer bearbeiding råvarenes produserbarhet. Polystyrenkorn på russisk betegner PSV (utvidbart polystyren).
Produsenter er forskjellige i merkevarer, typer skum og råvarer. Les derfor symbolet i den tekniske dokumentasjonen før du kjøper materialet.
- EPS (utvidbart polystyren), utvidbart polystyren. Dette er den internasjonale betegnelsen for pellets. FS (selvslukkende polystyren) Er en annen mulig markering.
- PSB (suspendert ikke-presset polystyrenskum) Er den russiske betegnelsen for polystyren.
PSB-S (suspendert selvslukkende polystyren) - en annen versjon av den russiske merkingen.
Etter en slik betegnelse er det en digital indikasjon på materialets karakter når det gjelder tetthet.
Hvor brukes isopor?
Bruk av skum ble bestemt av dets tekniske egenskaper. Både støpte produkter fra ekspandert polystyren og dets knuste avfall brukes.
Skumplater brukes i konstruksjon:
- For gjør-det-selv-isolering av fasader og interiør i bygninger.
- For produksjon av forskaling som ikke kan fjernes.
- I sandwichpaneler.
- Som et isolerende lag inne i bærende konstruksjoner (trelags armert betongpaneler eller blokker, lagdelt mur).
- Som en isolerende base under avstøpningen for mastikk eller rulletak.
- For varmeisolering av gulv og kjellere.
- Som beskyttelse mot frysing av veibasen.
Også skum brukes:
- innen skipsbygging;
- i kjøleinnretninger;
- når du ordner pontonger og flytende brygger;
- som emballasje til mat og husholdningsapparater.
På grunn av den lave prisen og den enkle behandlingen er dekorative skumstøpte produkter nå mye brukt:
- gulvbrett;
- takplater;
- lister, etc.
Bruk av isoporbetong.
Det brukes et komposittmateriale laget av polystyren og sement:
Det er en lignende artikkel om dette emnet - Blokker for å bygge et hus: hvilke er bedre?
- i klassisk blokkonstruksjon;
- med monolitiske konstruksjonsmetoder;
- for isolering av belegg av vegger, plater, tak, tak, skillevegger;
- i produksjonen av fasadeplater og dekorative elementer.
Hjemme er blokker vanligvis laget av isoporbetong med en tetthet på 250-600 kg / m3, dessuten brukes lettere karakterer D 250-300 som varmeisolasjon, og fra karakterer D 400-600 bærende vegger og lukkende konstruksjoner er reist, er det viktigste bruksområdet lav bygning.

Produksjon av skumplater
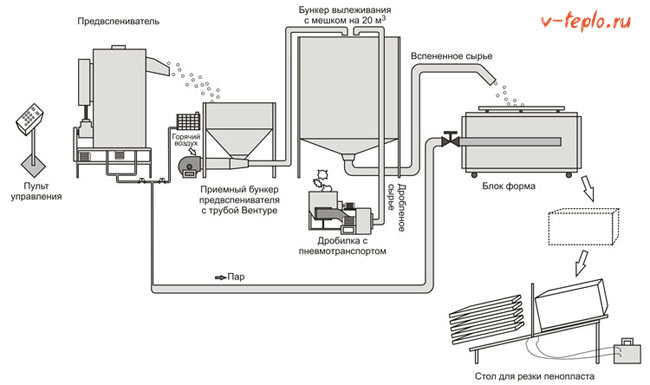
Skumproduksjonsteknologi inkluderer følgende trinn:
- Innledende skumming av råvarer;
- Aldring av granulat;
- Deres siste skumdannelse;
- Sintring av ekspandert polystyren i plater.
Mettet damp brukes som varmebærer i produksjonen av skum.
Forskumming av granulat
Forskumming av råvarer — dette er den viktigste fasen i produksjonen av ekspandert polystyren. Det påvirker kvaliteten på det endelige produktet:
- Fylling av granulat i forskummeren... Før det bestemmes deres nødvendige volum.
- Dampforsyning... Den leveres med et trykk på 4-6 bar.
- Skummende granulater... Samtidig øker de i volum mange ganger.
- Stopper damp... Dette skjer når granulatene når et volum på en kubikkmeter.
- Laster ut forskummeren... Pneumatisk levering av de skummede granulatene til tørketrommelen og deretter til holderen.
Produksjonen av skumkvaliteter med ulik tetthet påvirkes av:
- råvarekvalitet, siden polystyrenkorn har forskjellig fraksjonering;
- volumet av de lastede granulatene;
- dampkarakteristikker;
- det totale volumet av allerede skummede granulater.
Tettheten til materialet påvirkes også av tiden det er i forskummeren:
- Hvis tidsperioden er for langså begynner granulatene å sprekke. Derfor øker tettheten.
- Hvis skumperioden er kort, da vil skummet ha en betydelig variasjon i dens tetthet. Derfor må du redusere temperaturen ved å tilføre en liten mengde luft og redusere strømforsyningen til forskummeren.
For fremstilling av lette kvaliteter av ekspandert polystyren (8-12 kg / m³), brukes gjentatt skumdannelse. Pelletsene som skal lastes en gang til, må være godt mettet med luft.
Aldringstiden for råvarer før omskumming bør være 11-24 timer. Jo mindre granulatene er, desto kortere skal modningen være.
Tørking og kondisjonering av skummede råvarer i modningskassen
- De skummede råvarene tørkes i tørketromler. For dette tilføres varm luft til dem gjennom et perforert panel. Temperaturen er + 30-35 ° C. Pellets blir deretter avkjølt.
- Det forhåndsskumede råmaterialet utsettes for et lite vakuum. Derfor er pellets følsomme for endringer i miljøet. For å fjerne intern belastning fra dem, blåses de ut av en vifte i oppbevaringskassen. Der stabiliseres råvarene.
- Basert på merket av råvarer som brukes, kan kondisjonstiden være fra 11 til 24 timer.
- Omgivelsestemperaturen når du holder pellets bør være + 16-20 ° C. Hvis den er lavere, bør varigheten av kondisjonering økes. Om sommeren, ved temperaturer over +20 ° C, bør holdeperioden reduseres.
Når de skummede granulatene leveres til siloene, øker deres tilsynelatende tetthet på grunn av deres kollisjon med transportørens indre vegger. Denne økningen i tetthet må tas i betraktning når man bestemmer skummeparametrene.
På tidspunktet for å holde granulatene, på grunn av at trykket inne i kulene er mindre enn atmosfæretrykk, kommer luft inn i dem. Pentan og vann blir presset ut av råmaterialet til det stabiliserer seg.
Mini-verksted for skummende polystyren

Et komplett sett med utstyr for verkstedet for produksjon av ekspandert polystyren (skumkuler) består av følgende teknologiske enheter:
Dette utstyrssettet er spesielt designet for møbelindustrien.
Slik ser råvarene for produksjon (PSV-granulat) og det ferdige produktet ut - lette, varme og ballonger av ekspandert polystyren brukt som fyllstoff for møbler:
Som du vet blir rammeløse polstrede møbler nå stadig mer populære. I hjertet av slike møbler er et deksel laget av tett møbelstoff eller lær, fylt med skummet polystyren (polystyren) granulat. Slike møbler viser seg å være fasjonable, uvanlige og veldig rimelige, og å sitte og ligge på det er varmt og veldig behagelig.
Skummet polystyren brukes også av produsenter av søvnprodukter - til produksjon av puter og madrasser.
Vanligvis kjøper produsenter av slike møbler ferdige skummet polystyren i poser. Vi tilbyr møbelprodusenter å redusere kostnadene for utvidet polystyren ved å begynne å produsere det selv. Produksjonen er enkel, ren og tar ikke mye plass i verkstedet ditt.
Vurder hvilket utstyr du trenger til dette.
Forskum Vibromaster PV-8

For drift av denne enheten trenger du en elektrisk tilkobling til et trefaset 380V nettverk og vann. Skuming av granulat skjer i kontinuerlig modus. Enheten er enkel å vedlikeholde og fungerer i en halvautomatisk modus.Operatørens oppgave er med jevne mellomrom å slå på tilførsel av råvarer.
Prisen er bare 129 700 rubler!
Tekniske egenskaper Vibromaster-PV-8
| Parameter | Verdi |
| Produktivitet, opp til, kubikk m / skift | 8 |
| Beholdervolum for granulat, l | 40 |
| Kammervolum, l | 220 |
| Totalmål, mm | 1200x820x1920 |
| Vekt (kg | 220 |
| Forsyningsspenning, V | 220/380 |
| Strømforbruk, kW / time | 18 |
| Antall ansatte, personer | 1 |
Pneumatisk transport VM-PT-1
![]()
Pneumatisk transport er beregnet for mating av ekspanderte polystyren (polystyren) kuler til VM-BV-18 modningstrakt.
Utstyrt med en mottakertrakter. Etter å ha fylt bunkeren, slår operatøren på den pneumatiske transporten til jobb. En sterk luftstrøm leder ekspandert polystyren gjennom rørledningen inn i modningskassen.
Prisen er bare 26427 rubler!
Tekniske egenskaper til Vibromaster-PT-1
| Parameter | Verdi |
| Installasjonsproduktivitet med fly, kubikkmeter / time | 1620 |
| Arbeidsområdetrykk, Pa | 1177 |
| Forsyningsspenning, V | 380 |
| Strømforbruk, kW / time | 1.1 |
| Vekt (kg | 50 |
Moden bunker VM-BV-18

Modningsbeholderen er nødvendig for å tørke granulatene etter skummeprosessen. Beholderens veske er laget av "pustende" høyfast syntetisk stoff med høy tetthet.
Polystyrenkulene i den tørker raskt og er deretter klare til bruk.
Beholderen er utstyrt med en utløpsport i bunnen.
Prisen er bare 28681 rubler!
Tekniske egenskaper til Vibromaster-BV-18
| Parameter | Verdi |
| Bunkervolum for modning, kubikkmeter | 18 |
| Totalmål, mm | 2550x2550x4000 |
| Beholderens totale dimensjoner, mm | 2500x2500x2900 |
| Vekt (kg | 130 |
Du kan kjøpe disse komponentene separat:
- Pre-Foamer Vibromaster-PV-8 (pris 129.700 rubler)
- Vibromaster-PT-1 (pris 26427 rubler)
- Vibromaster-BV-18 modningsbunker (pris 28681 rubler)
Eller du kan kjøpe hele settet
Prisen på et komplett sett med utstyr er bare 159 900 rubler!
Du kan også se følgende seksjoner
- Mini-verksted for isoporbetong
- Forskum Vibromaster-PV-8
- Pneumatisk transport Vibromaster-PT-1
- Vibromaster-BV-18 modningsbunker
- Betongblander SB-80-05
- Råvarer til polystyren (PSV-granulat)
- Form for isoporbetong PSB-Standard
- 1-seters plastform
- Plastform i metallramme, 3-seter
Hvordan velge utstyr for produksjon av ekspandert polystyren?
Hvis du bestemmer deg for å lage din egen isopor, må du velge riktig utstyr for verkstedet. Velg komponentene i produksjonsutstyr basert på produktvolumet du planlegger.
For eksempel, hvis den nødvendige mengden materiale ikke er mer enn 1000 kubikkmeter per måned, trenger du en linje med en kapasitet på 40 kubikkmeter per skift. Hun vil være i stand til å gi dette volumet av skum.
Vær oppmerksom på at den estimerte linjekapasiteten kanskje ikke samsvarer med den virkelige. Det avhenger av følgende punkter:
- Den viktigste faktoren - opprinnelsen til råvarer: importert eller innenlands. På russiske pellets kan produktiviteten reduseres noe.
- Andre nyanse - karakteren av skum du skal produsere. Så PSB-12 ekspandert polystyren har en tetthet på mindre enn 12 kg per kubikkmeter. Derfor kan den bare oppnås ved dobbel skumming. Dette reduserer linjens ytelse.
Det er bedre å velge utstyr for produksjon av skum, som har høy ytelse. Det er ikke verdt å betjene en strømforsyningslinje på det minste, det kan snart mislykkes.
Hvordan velge en dampgenerator?
Dampkilden er en dampgenerator (dampkoker). Minimumskapasiteten skal være 1200 kg per skift. Det anbefales imidlertid å kjøpe en dampkjele med høyere kapasitet. Dette vil gjøre det mulig å forbedre ytelsen til utstyret ytterligere.
Forberedende aktiviteter
Før du fortsetter å kjøpe utstyr, er det nødvendig å forberede de aktuelle lokalene.
Av denne grunn må rommet der ekspandert polystyren skal produseres ha et ventilasjonsanlegg av høy kvalitet. Derfor er det lite sannsynlig at det vil være mulig å etablere et produksjonsverksted i en byleilighet. Du trenger et eget rom, ideelt sett et helt skur eller til og med en hangar i et forstadsområde, som ligger så langt som mulig fra boligkvarteret. Med dette funnet ut, vil vi nå vurdere hva som kan være nødvendig i arbeidet.

Utstyr for produksjon av skum
Nødvendig utstyr
Minimumssettet med spesialutstyr for produksjon av det beskrevne materialet består av:
- dampgeneratorer, samt batterier for dem;
- kompensatorer;
- pre-frothers;
- kjølere;
- mottakskasser;
- skjæreenheter;
- blokker skjemaer;
- knusere.
Selve prosessen med produksjon og salg bør begynne med å bli kjent med leverandører, som forresten kan hjelpe med søket etter distributører av råvarer og tilleggsutstyr. Det meste av hjemmemarkedet er oversvømmet med kinesiske enheter. Det er mulig å levere produkter til bestemmelsesstedet, utarbeide relevant dokumentasjon for toll, etc. En spesialbetalt spesialist kan besøke deg for å sette opp og starte systemet. Når det gjelder europeisk utstyr, vil det koste omtrent to til tre ganger mer, selv om kvaliteten absolutt vil være mye bedre.
Penoplex lim
Tidligere gjorde vi en gjennomgang av merkene av lim som passer for penoplex, i tillegg til denne artikkelen, anbefaler vi deg å lese denne informasjonen, les om den her
Kjøp som kreves for produksjonsprosessen
Så du har utarbeidet en forretningsplan, du vet hva det fremtidige arbeidsomfanget og den nødvendige kapitalinvesteringen vil være, nå gjenstår det viktigste for deg - å kjøpe utstyr for produksjon av skumplast. Prosessen vil bruke innstillingene nedenfor.
- Akkumulatorer eller dampgeneratorer som kreves for at pre-frothers skal fungere normalt. Denne kategorien inkluderer også pneumatiske transportrør, vekter, transformatorer, kondensvann, og så videre.

- tilstedeværelse / fravær av en innebygd dampgenerator, fôringsdispenser, beholder;
6. Mottakertrakter. Denne mekanismen kan utstyres med en vifte med luftoppvarmingsmodus, eller den (viften) kan kobles til den separat. I denne bunkeren eldes og tørkes råvarene. Enheter kan variere ikke bare når det gjelder kraft, men også i nyttig volum.
7. Tabell for kutting av ekspandert polystyren i ark med ønsket tykkelse og dimensjoner.Først og fremst varierer disse tabellene i konfigurasjon; mange moderne modeller er i tillegg utstyrt med avstandsmålere, spesielle groovsager, transformatorer som varmer strengene og mye mer. For lange elementer av profiltypen (for eksempel isolasjon for skifer, gulvlister, søyler eller platebånd), kan bordet erstattes med en maskin for et tredimensjonalt format. Kontroll i dette tilfellet utføres ved hjelp av et spesielt dataprogram.

Etter å ha funnet ut hvilket utstyr som kreves, vil vi beregne hvor mye det vil koste omtrent.
Bord. Den omtrentlige kostnaden for utstyret (hvis verkstedets produksjonskapasitet er 40 kubikkmeter per skift).
| Dampgenerator, 85 tusen rubler (1 stk.) | Pneumatiske rør, 24 tusen rubler (1 sett) |
| Forskummere, 80 tusen rubler (2 stk.) | Dampakkumulator, 90 tusen rubler (1 stk.) |
| Mottak, 15 tusen rubler (1 stk.) | Knuser, 45 tusen rubler (1 stk.) |
| Oppvarmet vifte, 14 tusen rubler (1 stk.) | Skjæremaskin, 20 tusen rubler (1 stk.) |
| Veske til modningsbunkeren, 8 tusen rubler (1 stk.) | Veske til bunker nr. 2, 5000 rubler (1 stk.) |
| Venturi-rør, 3000 rubler (2 stk.) | Vakuumpumpe, 50 tusen rubler (1 stk.) |
| Vifte, 11 tusen rubler (2 stk.) | Blokkform, 125 tusen rubler (1 stk.) |
Som du kan se, vil alt nødvendig utstyr for produksjon av polystyren koste ca 680 000 rubler. Derfor anbefales det å lage ekspandert polystyren bare når det gjelder ganske store mengder materiale. Hvis målet ditt er personlig forbruk, vil det sannsynligvis ikke være lønnsomt å kjøpe alt dette.
Merk! Mange produsenter som ønsker å redusere kostnadene, kjøper brukt utstyr. For eksempel i Tyskland gir regjeringen lån på 3-5 prosent per år for å forbedre produksjonsgrunnlaget. Følgelig er det mer lønnsomt for tyskerne å selge enheter som har tjent i fire år til deres nåværende kostnad (minus avskrivninger, selvfølgelig).
Så brukte installasjoner fra eller "Kurz" vil koste rundt 70 tusen rubler, men du kan få tysk kvalitet, et unikt belegg av alle jernelementer og minst en fem års levetid. Til sammenligning: kostnaden for en russisk blokkform etter å ha laget et lignende belegg på den øker med omtrent 25 tusen.
Nå - direkte til produksjonsprosessen!
Produksjon
Polyfoam kan produseres av granulat i forskjellige størrelser og opprinnelse. Det er karakterer med ulik tetthet og tykkelse på markedet, så ta hensyn til dette når du kjøper materialet.
Når du velger utstyr for produksjon av ekspanderte polystyrenplater, ta hensyn til type, ytelse, fullstendighet og automatiseringsnivå. Dette påvirker direkte volumet og kvaliteten på materialet som produseres.
Videoen i denne artikkelen vil hjelpe deg med å forstå emnet bedre. Hvis noe forblir uklart for deg, still spørsmål i kommentarene.
- Ekspandert polystyrenskum... Råvarer legges i en spesiell beholder, der materialet behandles med damp av lavkokende væsker. Som et resultat av skumming ekspanderer granulatene i volum fra 20 til 50 ganger. Etter å ha nådd det nødvendige nivået av granuler, stopper dampstrømmen, og arbeidsmaterialet fjernes fra tanken. Selve prosessen tar omtrent 4 minutter.
- Modning... Etter tørking sendes materialet til en spesiell modningskasse, i henhold til merkevaren (15, 25, 35 og 50), der modningsprosessen finner sted.Tiden for hele prosedyren tar fra 4 til 12 timer, avhengig av størrelsen på granulatene og miljøet t.
- Herdeblokker... De tilberedte blokkene sorteres etter merkevarer og lagres. Til å begynne med kan blokkene fortsatt gi fra seg den gjenværende fuktigheten. Modningsperioden for blokker tar fra 12 til 30 dager.
- Skjæring av skumblokker. På en spesiell skumaskin utføres strengskjæring av skumblokker i plater med spesifiserte dimensjoner. Standardstørrelser er 20, 30, 40, 50 og 100 mm, andre størrelser er også mulig.
Forskjellen i typer polystyren og hvorfor den skal beskyttes
Vi vil ikke skrive om de isolerende egenskapene til dette materialet, siden vi allerede har tatt opp dette problemet tidligere. La oss dvele ved sammensetningen - styrenkorn, koblet ganske enkelt. Denne porøse strukturen er ekstremt dårlig ved ledende temperatur. Men over tid stiger ledningsevnen når båndene mellom granulatene avtar. Dette skjer på grunn av endringer i fuktighet, samt eksponering for direkte sollys, hvis ultrafiolette spektrum har en destruktiv effekt på isolasjonsstrukturen. Derfor må slikt polystyren beskyttes med enten en gardinvegg eller gips.
Det er også ekstrudert polystyren, som er mye tettere enn vanlig. Dette skyldes smelting av granulatene. Den knekker og smuldrer ikke så lett, så den trenger mindre beskyttelse, men sistnevnte kan fortsatt ikke utelukkes.
Det er også isoporbetong, som, som navnet antyder, er en blanding av materialkorn med sement. I dette tilfellet får vi en slitesterk isolasjon og til og med byggemateriale. Etterbehandling av sistnevnte med gips er mye lettere, og vi vil ikke berøre det i denne artikkelen.